





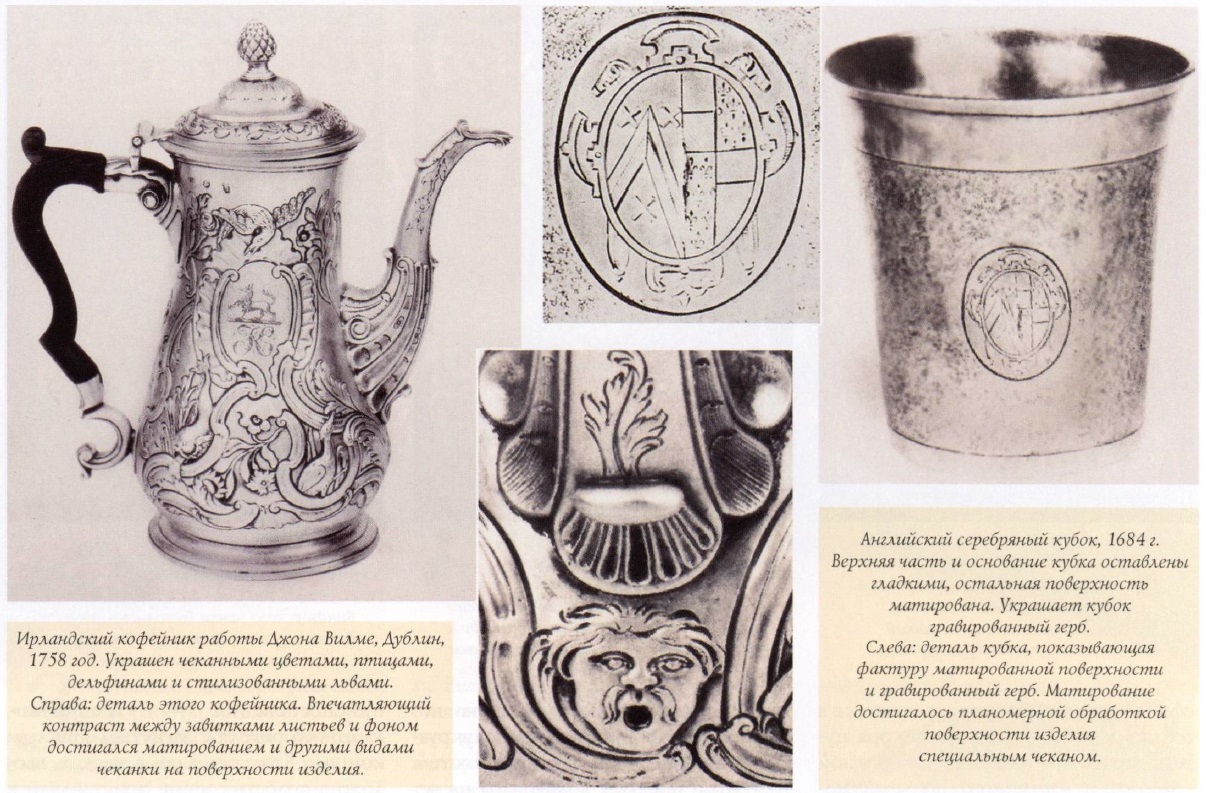
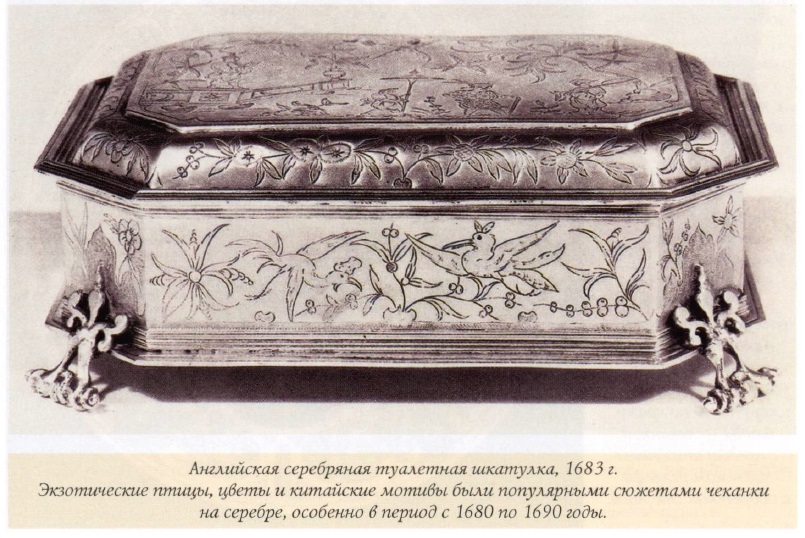
 Золотых дел мастера украшали свои работы множеством разных способов. Цвет поверхности изделия мог быть изменен, например, золочением или чернением. Помимо этого, можно назвать три основных вида традиционного декорирования изделий: 1) менялась форма поверхности, а сама поверхность покрывалась текстурой или узором без потери металла, как при чеканке высоким или низким рельефом; 2) изделие покрывалось гравировкой или насечкой, т.е. происходило локальное изъятие металла; 3) на металл напаивались или прикреплялись декоративные элементы, например, изготовленный отдельно орнамент. Часто для одного изделия использовались два или даже три разных типа декорирования. Тонкая гравировка, например, смягчала массивность литой вещи, а припаянный по периметру основания или по краю крышки орнамент делал ее наряднее; накладные детали могли подчеркиваться рельефной чеканкой, а отполированные до блеска участки — контрастировать с матированной поверхностью, на которой гравировалась геральдика.
Золотых дел мастера украшали свои работы множеством разных способов. Цвет поверхности изделия мог быть изменен, например, золочением или чернением. Помимо этого, можно назвать три основных вида традиционного декорирования изделий: 1) менялась форма поверхности, а сама поверхность покрывалась текстурой или узором без потери металла, как при чеканке высоким или низким рельефом; 2) изделие покрывалось гравировкой или насечкой, т.е. происходило локальное изъятие металла; 3) на металл напаивались или прикреплялись декоративные элементы, например, изготовленный отдельно орнамент. Часто для одного изделия использовались два или даже три разных типа декорирования. Тонкая гравировка, например, смягчала массивность литой вещи, а припаянный по периметру основания или по краю крышки орнамент делал ее наряднее; накладные детали могли подчеркиваться рельефной чеканкой, а отполированные до блеска участки — контрастировать с матированной поверхностью, на которой гравировалась геральдика.
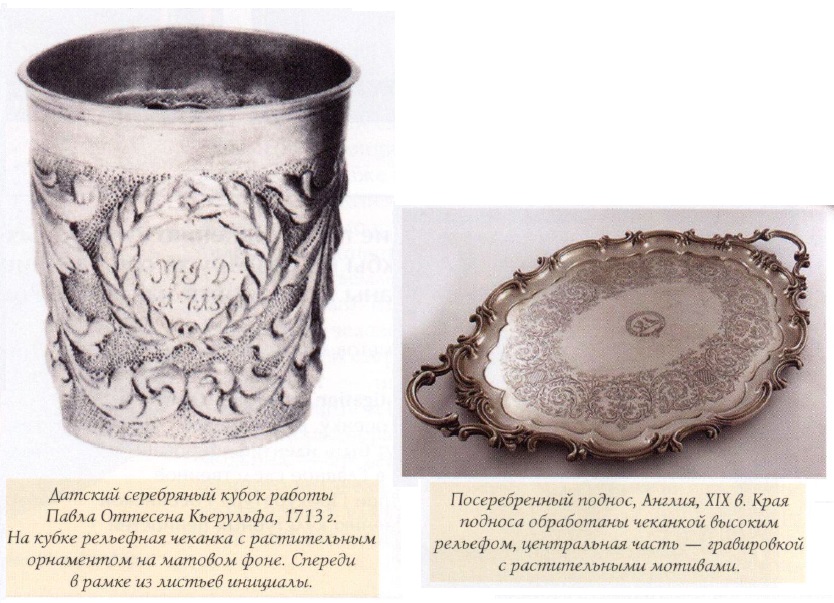
Под чеканкой понимают все виды декора, наносимые на поверхность изделия с помощью молотка и различных чеканов без потери металла. Рельефная чеканка, самая простая техника, заключалась в создании на поверхности изделия выпуклостей путем обработки с внутренней стороны изделия; чеканка низким рельефом — нанесение чеканом изображения — велась с лицевой стороны. Интересные результаты получались при сочетании этих двух техник. Плоский, или низкий, рельеф создавал почти линейный рисунок, мало отличающийся от гравировки. Искусный мастер мог достичь превосходных результатов, работая со многими техниками декорирования изделия.
Чеканка высоким рельефом
В ремесленной иерархии чеканщик занимал одну из высших ступеней. Ему было необходимо художественное чутье для того, чтобы задумать и разработать интересный дизайн, соответствующий форме и назначению изделия, и солидные профессиональные знания, чтобы грамотно смоделировать и текстурировать металл и получить рельефные, иногда даже скульптурные формы. При этом рельефная чеканка, которая заключается в создании общего рельефа декора путем обработки изделия с оборотной стороны и частичного подъема поверхности изделия, считалась более грубой работой, требовавшей меньшего мастерства.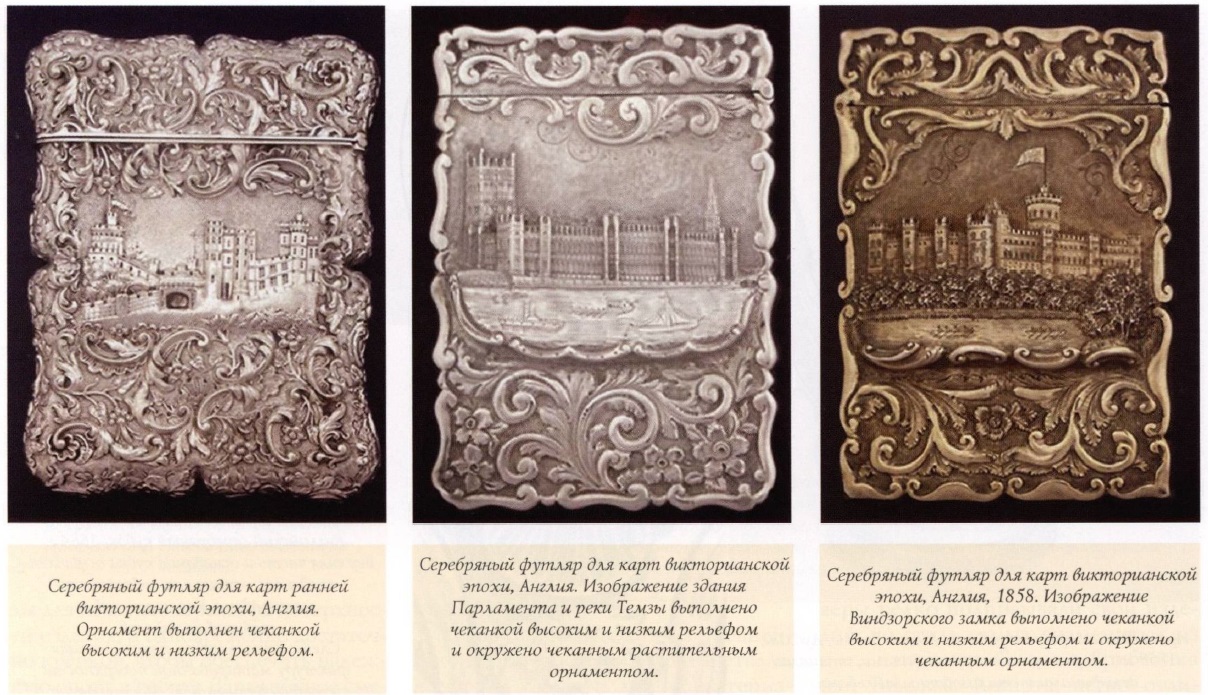
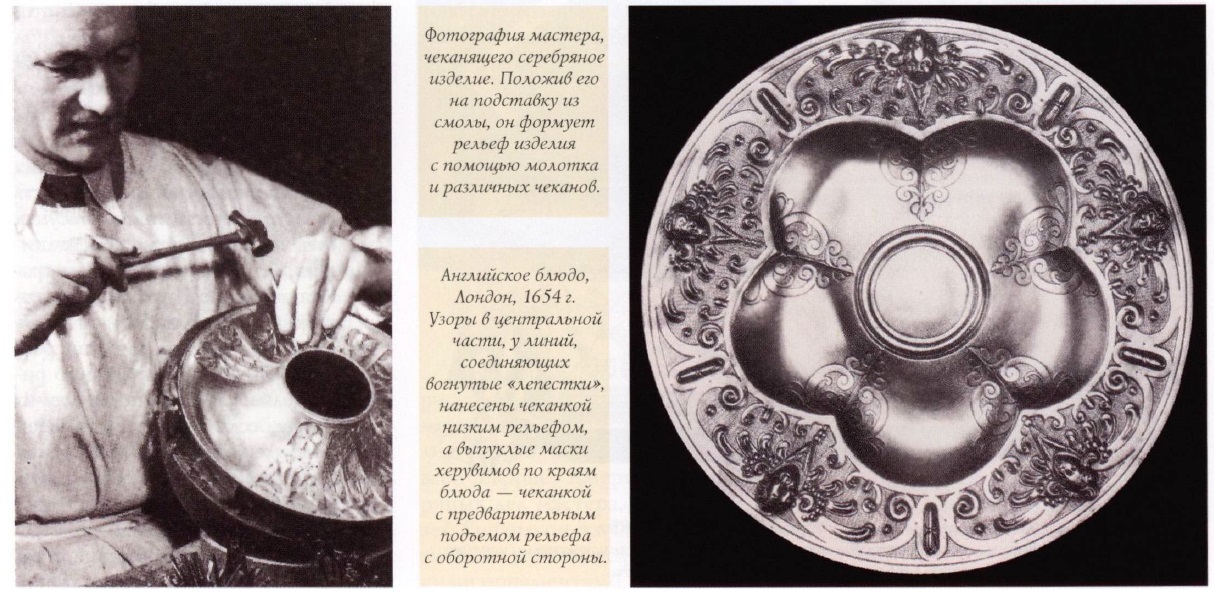
 Первый этап рельефной чеканки на плоском предмете, таком, как, например, поднос или открытая низкая чаша, заключался в создании на поверхности изделия простых полукруглых или удлиненных выпуклостей. Для этого предмет помещался на основу из мягкого дерева, воска или смолы, и обрабатывался полукруглыми чеканами и молотком. В закрытых сосудах, например, кувшинах, чайниках, кофейниках и т. д., выпуклости делались с помощью специального приспособления — «трещотки», длинного ригеля с загнутым круглым концом. Его зажимали в тисках, вводили в полость сосуда, приставляли к стенке изделия и ударяли по нему молотком. Трещотка, отбивая обратным движением металл, выдавливала выпуклость изнутри изделия наружу. По ходу работы мастер поворачивал сосуд.
Первый этап рельефной чеканки на плоском предмете, таком, как, например, поднос или открытая низкая чаша, заключался в создании на поверхности изделия простых полукруглых или удлиненных выпуклостей. Для этого предмет помещался на основу из мягкого дерева, воска или смолы, и обрабатывался полукруглыми чеканами и молотком. В закрытых сосудах, например, кувшинах, чайниках, кофейниках и т. д., выпуклости делались с помощью специального приспособления — «трещотки», длинного ригеля с загнутым круглым концом. Его зажимали в тисках, вводили в полость сосуда, приставляли к стенке изделия и ударяли по нему молотком. Трещотка, отбивая обратным движением металл, выдавливала выпуклость изнутри изделия наружу. По ходу работы мастер поворачивал сосуд.
 Даже самые простые изделия требовали, как правило, дальнейшей отделки. Закончив создание высокого рельефа декора, мастера-чеканщики переходили к обработке лицевой стороны изделия и создавали на ней чеканкой декор низкого рельефа — от простой окантовки выбитых выпуклостей до сложнейших тонких узоров, вроде лепестков цветка или раковин, для которых приходилось использовать десятки и даже сотни разных чеканов.
Даже самые простые изделия требовали, как правило, дальнейшей отделки. Закончив создание высокого рельефа декора, мастера-чеканщики переходили к обработке лицевой стороны изделия и создавали на ней чеканкой декор низкого рельефа — от простой окантовки выбитых выпуклостей до сложнейших тонких узоров, вроде лепестков цветка или раковин, для которых приходилось использовать десятки и даже сотни разных чеканов.
Такая комбинированная обработка — сочетание рельефной выколотки с обороной стороны изделия с более тонкой чеканкой по лицевой поверхности — в Европе с середины XIX века стала обозначаться французским термином «repousse» — рельефная (в самой Франции, однако, словом «repousse» обозначается только рельеф, сделанный с оборотной стороны изделия).
Чеканка низким рельефом и матирование
Чеканка низким рельефом ведется с лицевой стороны для создания рисунка, украшающего поверхность изделия. Особенность такого рисунка в том, что чеканы дают мягкие, волнистые линии, в отличие от острых граней, остающихся от штихелей и других инструментов гравера (и сохраняющихся даже после долгого употребления). Для нанесения чеканного рисунка изделие клали на подставку из смолы, или, если нужно было чеканить полое изделие, само изделие заполняли смолой (или смесью из смолы, каучука, алебастра и растертого в порошок кирпича). Такая смесь была достаточно упругой, чтобы предоставить мастеру нужную степень свободы для изменения рельефа поверхности изделия, и одновременно достаточно крепкой, чтобы обеспечить надежную опору в работе. Заполненное смесью изделие помещали на кожаный мешочек с песком; если же требовалось работать на смоле, то смолой обычно заливали большую железную чашу и ставили ее на кожаное кольцо — так ее было удобно поворачивать.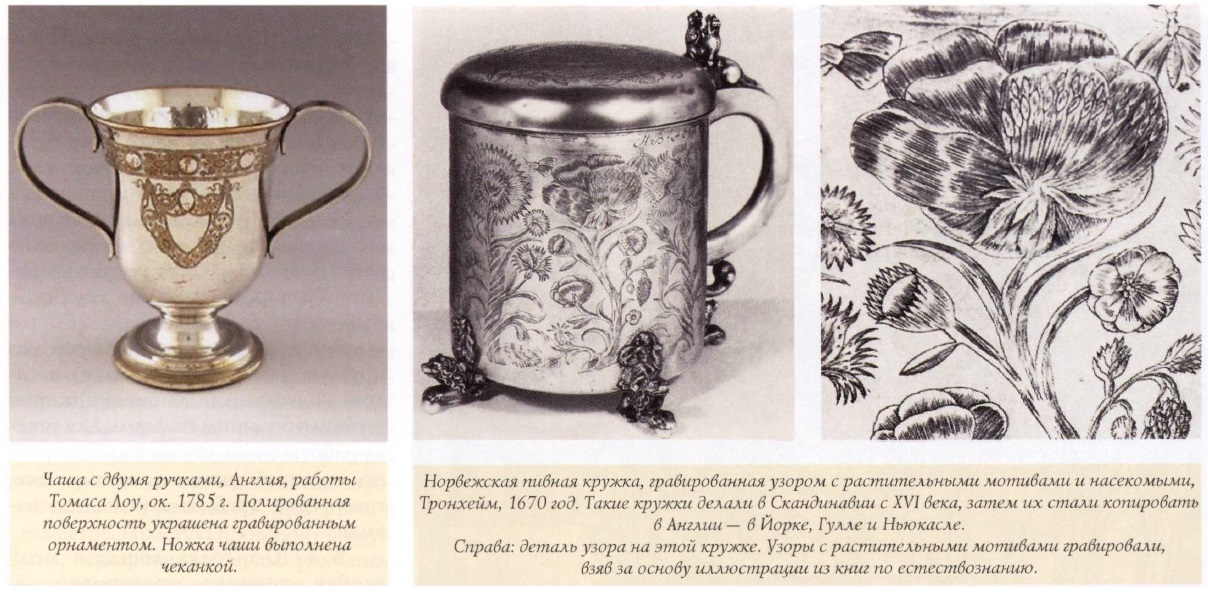
 Узор, который надо было отчеканить, часто линейный, сперва намечали метчиком в виде маленького долота. Это не удаляло металл с поверхности изделия, а лишь выдавливало в его верхнем слое канавку, которая намечала линии рисунка. Для вычерчивания прямых и кривых линий использовали разные метчики. Затем с помощью различных чеканов, иногда сделанных специально для данной работы, чеканщик работал над рисунком, следя за тем, чтобы глубина прочеканенных линий была везде одинаковой. Если в ходе работы какая-либо рельефная часть декора поднималась от выколотки слишком высоко, ее опускали плоским чеканом.
Узор, который надо было отчеканить, часто линейный, сперва намечали метчиком в виде маленького долота. Это не удаляло металл с поверхности изделия, а лишь выдавливало в его верхнем слое канавку, которая намечала линии рисунка. Для вычерчивания прямых и кривых линий использовали разные метчики. Затем с помощью различных чеканов, иногда сделанных специально для данной работы, чеканщик работал над рисунком, следя за тем, чтобы глубина прочеканенных линий была везде одинаковой. Если в ходе работы какая-либо рельефная часть декора поднималась от выколотки слишком высоко, ее опускали плоским чеканом.
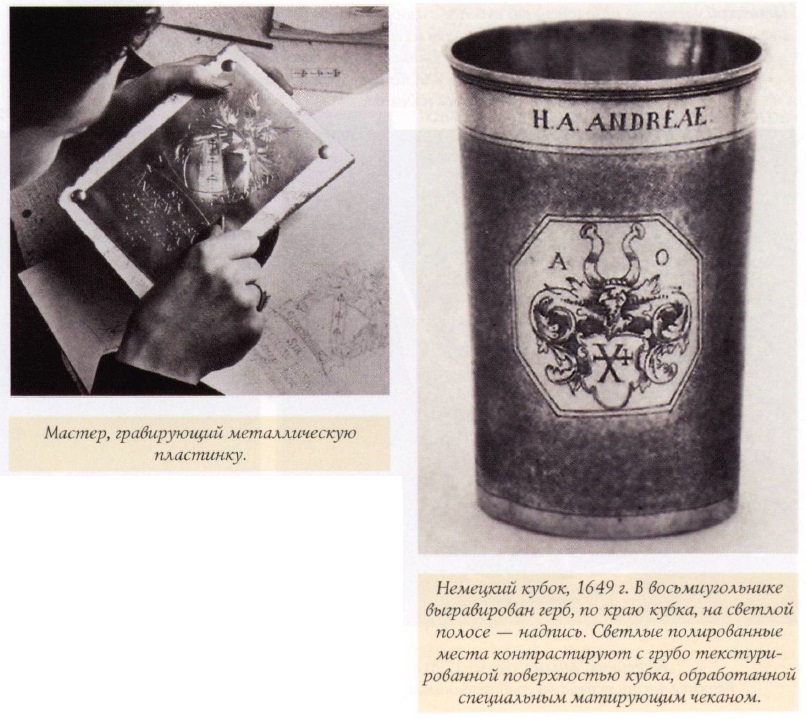
Чеканка низким рельефом часто сочеталась с матированием — особой техникой методичной обработки поверхности изделия 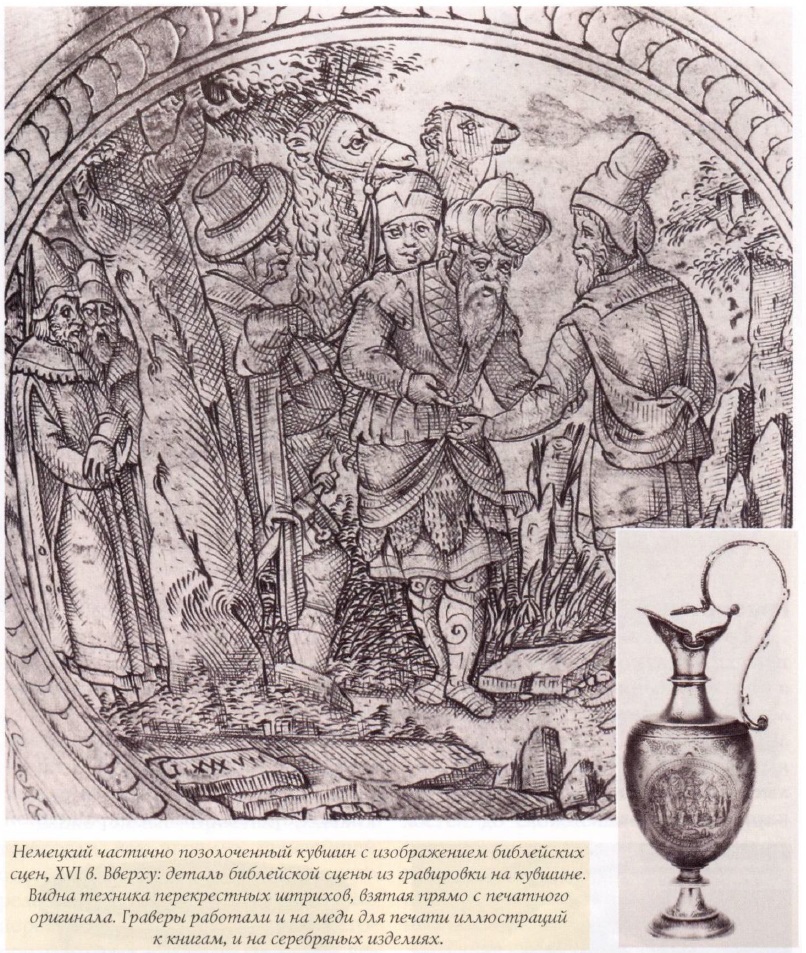 малыми чеканами, в результате чего она приобретала своеобразную зернистую фактуру. Этот вид декорирования был особенно популярен при работе с серебром в XVII веке.
малыми чеканами, в результате чего она приобретала своеобразную зернистую фактуру. Этот вид декорирования был особенно популярен при работе с серебром в XVII веке.
Гравировка
Гравировка — один из древнейших видов декорирования металла, а так же камня и других материалов. Она может быть представлена лишь несколькими простыми линиями, а может и складываться в целые живописные композиции из картин и гербов.
Граверы часто брали за основу рисунки из печатных листов с орнаментами, которые долгие годы публиковались и перепечатывались по всей Европе. Американские серебряных дел мастера, например Джозеф Ричардсон из Филадельфии, ввозили для работы целые альбомы с такими орнаментами из Лондона. Граверы редко подписывали свои изделия, но стиль самых знаменитых из них, например Симона Грибелика или Вильяма Хогарта, легко отличить.
Узор, выбранный для гравировки — надпись, гербы, орнамент и т.п. — 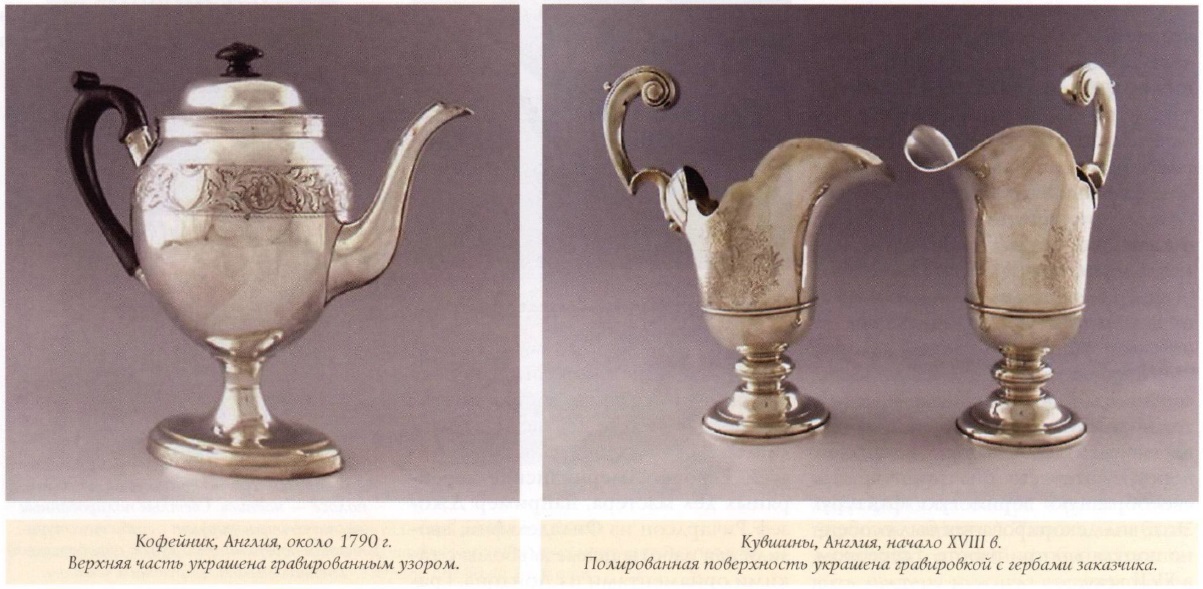
 рисовался черной краской на бумаге и затем прикладывался окрашенной стороной к серебру, покрытому тонким слоем пчелиного воска. После протирания рисунка куском кости или прокалывания контура иглой рисунок отпечатывался на воске, гравер размечал чертилкой очертания будущего орнамента, и восковой слой стирали. Затем изделие закрепляли на смоле или помещали на кожаном мешке с песком, где его можно было легко поворачивать, не рискуя повредить. Гравировка делалась специальным резцом (штихелем), который мастер держал в руке, уперев его круглую рукоятку («грибок») в ладонь и направляя движение острия штихеля большим пальцем. Для успеха работы очень важно было выбрать подходящий штихель; кроме того, гравировка требовала большого навыка.
рисовался черной краской на бумаге и затем прикладывался окрашенной стороной к серебру, покрытому тонким слоем пчелиного воска. После протирания рисунка куском кости или прокалывания контура иглой рисунок отпечатывался на воске, гравер размечал чертилкой очертания будущего орнамента, и восковой слой стирали. Затем изделие закрепляли на смоле или помещали на кожаном мешке с песком, где его можно было легко поворачивать, не рискуя повредить. Гравировка делалась специальным резцом (штихелем), который мастер держал в руке, уперев его круглую рукоятку («грибок») в ладонь и направляя движение острия штихеля большим пальцем. Для успеха работы очень важно было выбрать подходящий штихель; кроме того, гравировка требовала большого навыка.
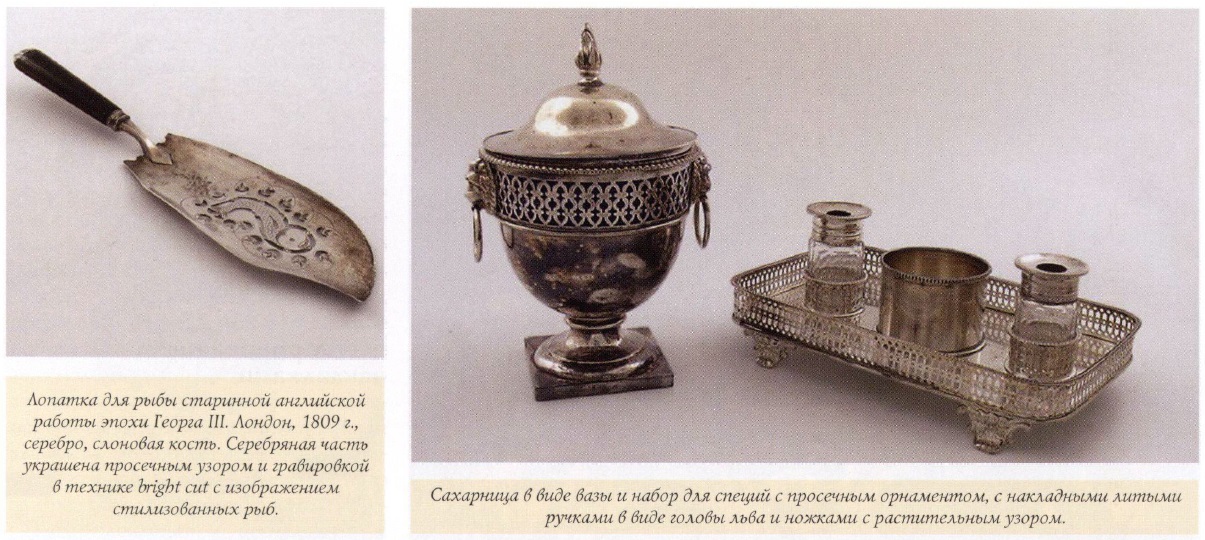
В 1770-х годах вошла в моду особая техника гравировки — bright cut, или «блестящий срез». Она была особенно эффектна при гравировании фестонов, завитков и других неоклассических мотивов. Для bright cut использовался штихель с очень сильно заполированными 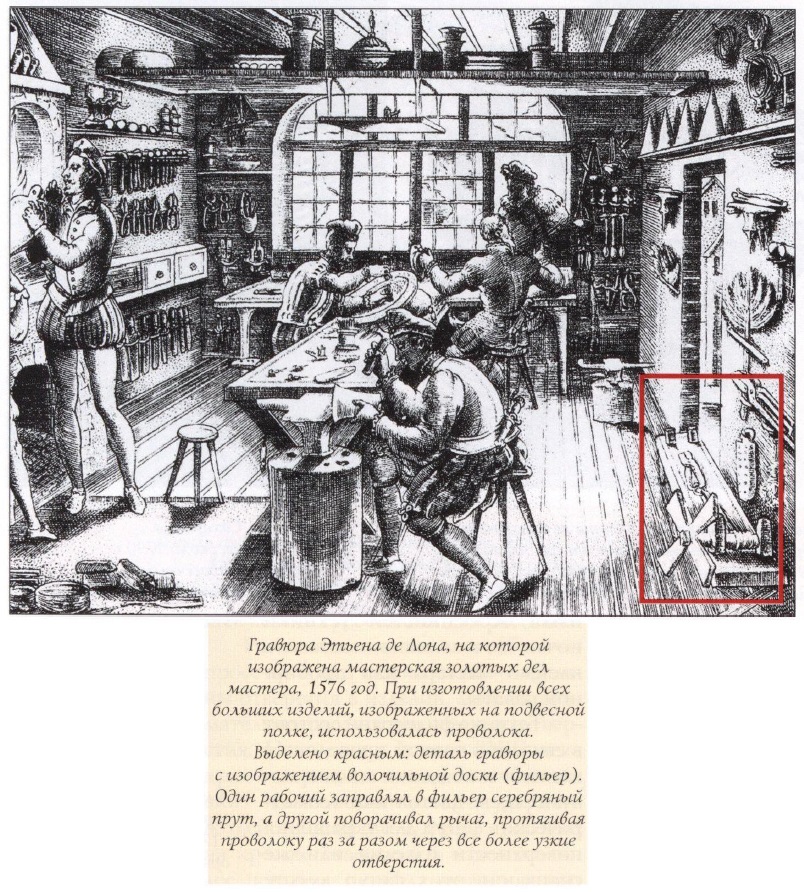 боковыми гранями режущей части — при вырезании узора боковые грани сразу же полировали поверхность среза, отчего срез приобретал сильный блеск. При гравировке, в отличие от чеканки, на оборотной стороне изделия не оставалось никаких следов.
боковыми гранями режущей части — при вырезании узора боковые грани сразу же полировали поверхность среза, отчего срез приобретал сильный блеск. При гравировке, в отличие от чеканки, на оборотной стороне изделия не оставалось никаких следов.
Скань и филигрань
Золотых дел мастера использовали проволоку в различном виде и для самых разнообразных целей, как утилитарных, так и декоративных. В простейших случаях ее припаивали к местам крепления носиков у чайников и кувшинов, ручек кружек, ножек кубков и т.д. для повышения прочности паяного соединения, а также к краям чаш, блюд и подносов для того, чтобы укрепить их.
Проволока разного диаметра и профиля производилась на стальных волочильных досках (фильерах). Волочильная доска была изобретена в XV веке. На ней был ряд отверстий уменьшающегося диаметра, и через них проволока последовательно протягивалась, уменьшаясь при этом в диаметре. Простую проволоку с 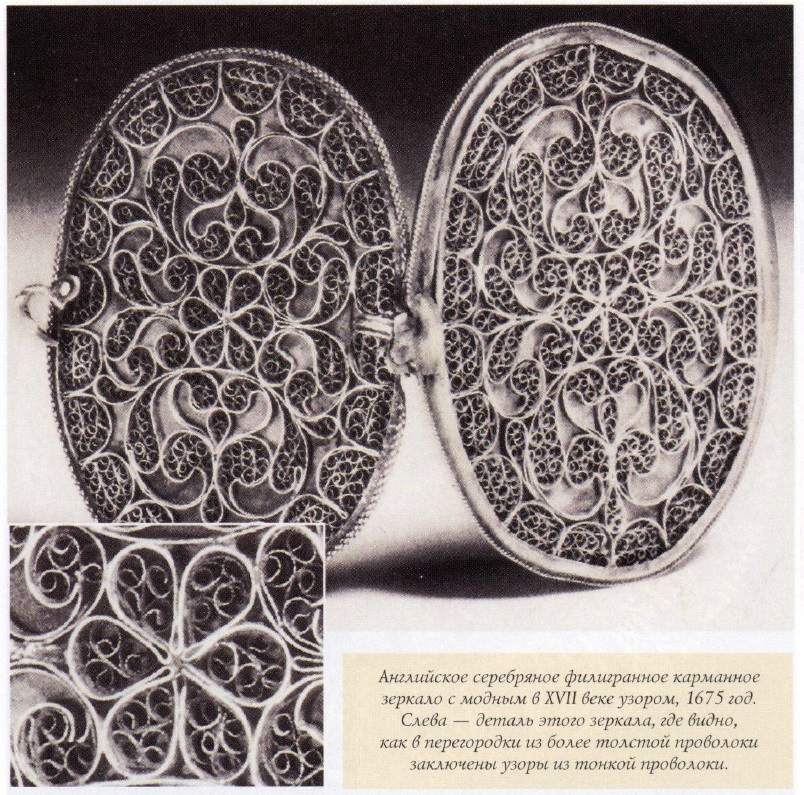 круглым, квадратным, прямоугольным или полукруглым сечением обычно получали протягиванием заготовок- прутов через волочильную доску. Более сложную — декоративную проволоку — получали штамповкой или отливкой, оба эти метода стали широко использоваться с начала XVIII века. Литая проволока, естественно, требовала дополнительной обработки штихелем или напильником, чтобы придать ее контурам более четкие линии и убрать дефекты литья.
круглым, квадратным, прямоугольным или полукруглым сечением обычно получали протягиванием заготовок- прутов через волочильную доску. Более сложную — декоративную проволоку — получали штамповкой или отливкой, оба эти метода стали широко использоваться с начала XVIII века. Литая проволока, естественно, требовала дополнительной обработки штихелем или напильником, чтобы придать ее контурам более четкие линии и убрать дефекты литья.
Серебряную и золотую проволоку использовали для изготовления пуговиц, золотых кружев и кистей, пряжек и эполет. Чтобы сделать серебряную нить, расплющенную тонкую проволоку плотно обвивали вокруг шелковой нити.
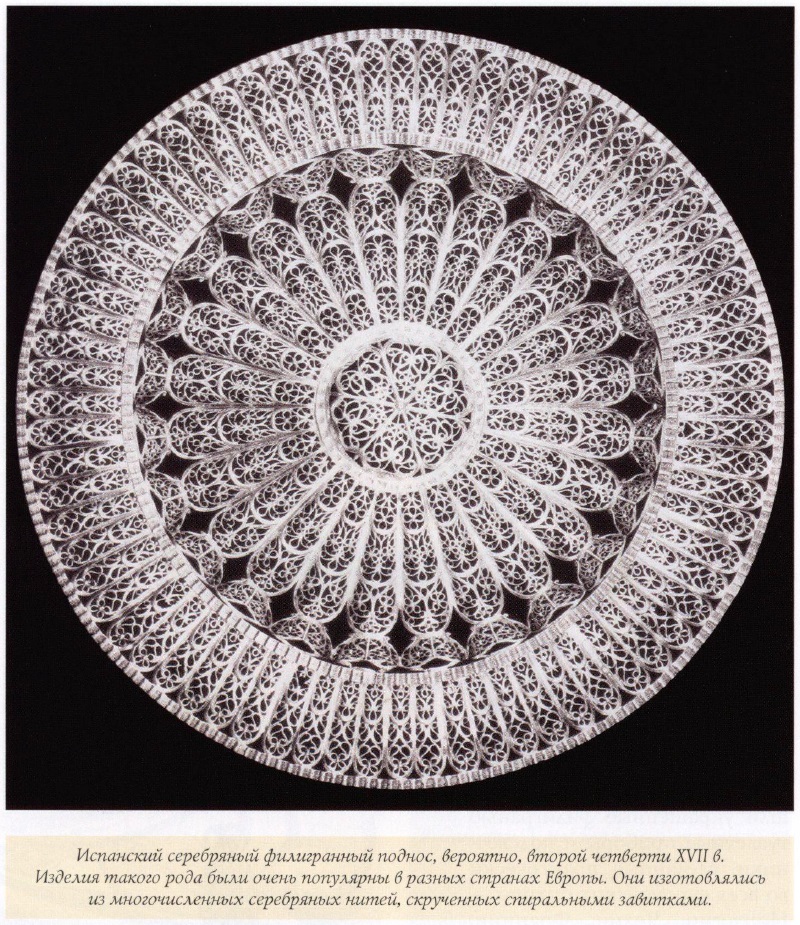
Одна из древнейших ювелирных техник, предполагавших работу с проволокой — это филигрань. Она применялась в ювелирном деле еще 4000 лет назад. Самый известный 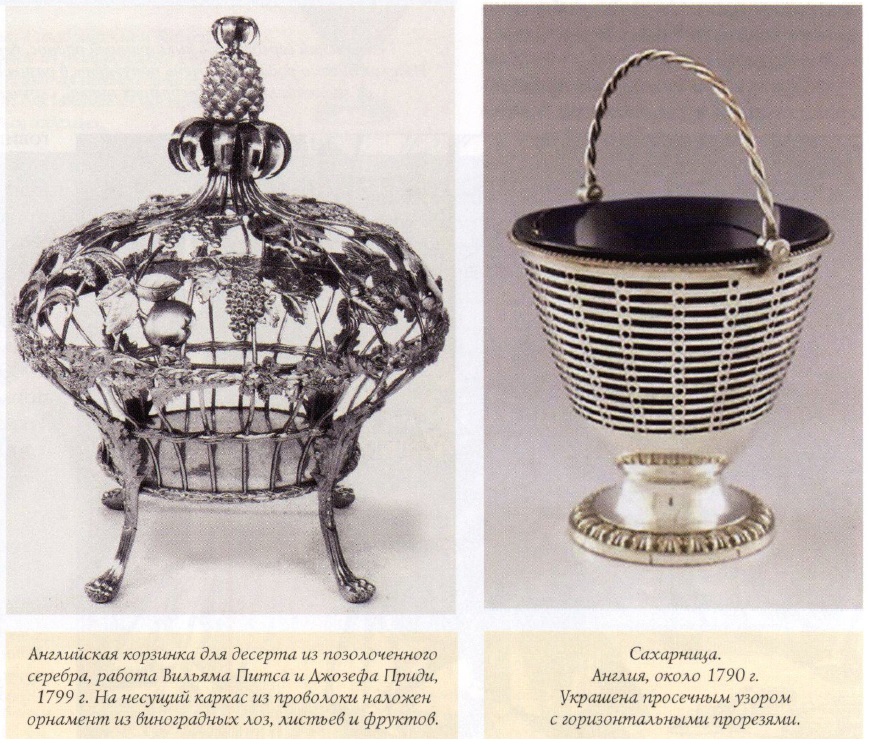 пример — знаменитые находки из Трои и Микен, которые датируются 1500 годом до н.э. До наших дней дошли украшенные филигранью туалетные приборы и подсвечники, сделанные практически во всех европейских странах — Норвегии, Чехии, Франции, Португалии, Венгрии, России. В Англии в начале XIX века мастерская Сэмюэля Пембертона из Бирмингема была знаменита производством мелких филигранных предметов, таких как чайные ложечки; в Швеции и Голландии делали филигранную мебель для кукольных домиков. Однако, во многих случаях трудно установить, где сделано то или иное филигранное изделие, поскольку на нем из-за особенностей техники почти невозможно поставить клеймо мастера или пробирной палаты.
пример — знаменитые находки из Трои и Микен, которые датируются 1500 годом до н.э. До наших дней дошли украшенные филигранью туалетные приборы и подсвечники, сделанные практически во всех европейских странах — Норвегии, Чехии, Франции, Португалии, Венгрии, России. В Англии в начале XIX века мастерская Сэмюэля Пембертона из Бирмингема была знаменита производством мелких филигранных предметов, таких как чайные ложечки; в Швеции и Голландии делали филигранную мебель для кукольных домиков. Однако, во многих случаях трудно установить, где сделано то или иное филигранное изделие, поскольку на нем из-за особенностей техники почти невозможно поставить клеймо мастера или пробирной палаты.
Техника филиграни состоит в свивании тонкой проволоки в завитки и создании из них полумесяцев, цветов или геометрических фигур для украшения поверхности изделия или же спаивания этих фигур вместе для создания из них самого изделия. Обычно филигранные детали припаивали на поверхность изделия в определенном порядке; иногда к ним сверху, в центр завитков или в места соединения деталей, припаивали мелкие шарики из серебра. Часто узор из проволоки припаивался на гравированную поверхность. Как правило, вся филигранная работа производилась в миниатюрном масштабе.
Просечка, выпиловка и декорирование накладками
Еще одной техникой декорирования предмета, при которой металл частично удаляется с поверхности изделия, является сквозная просечка. В простейших случаях (скажем, при обработке верхней крышки солонки или перечницы) она сводится к пробиванию в листовом металле нескольких небольших отверстий. Но с помощью молотка и специальных инструментов — пробойников — можно сделать и очень сложные и красивые ажурные узоры. Такая ручная просечка применялась при изготовлении всех видов ажурных изделий вплоть до изобретения во второй половине XVIII века ювелирного лобзика.
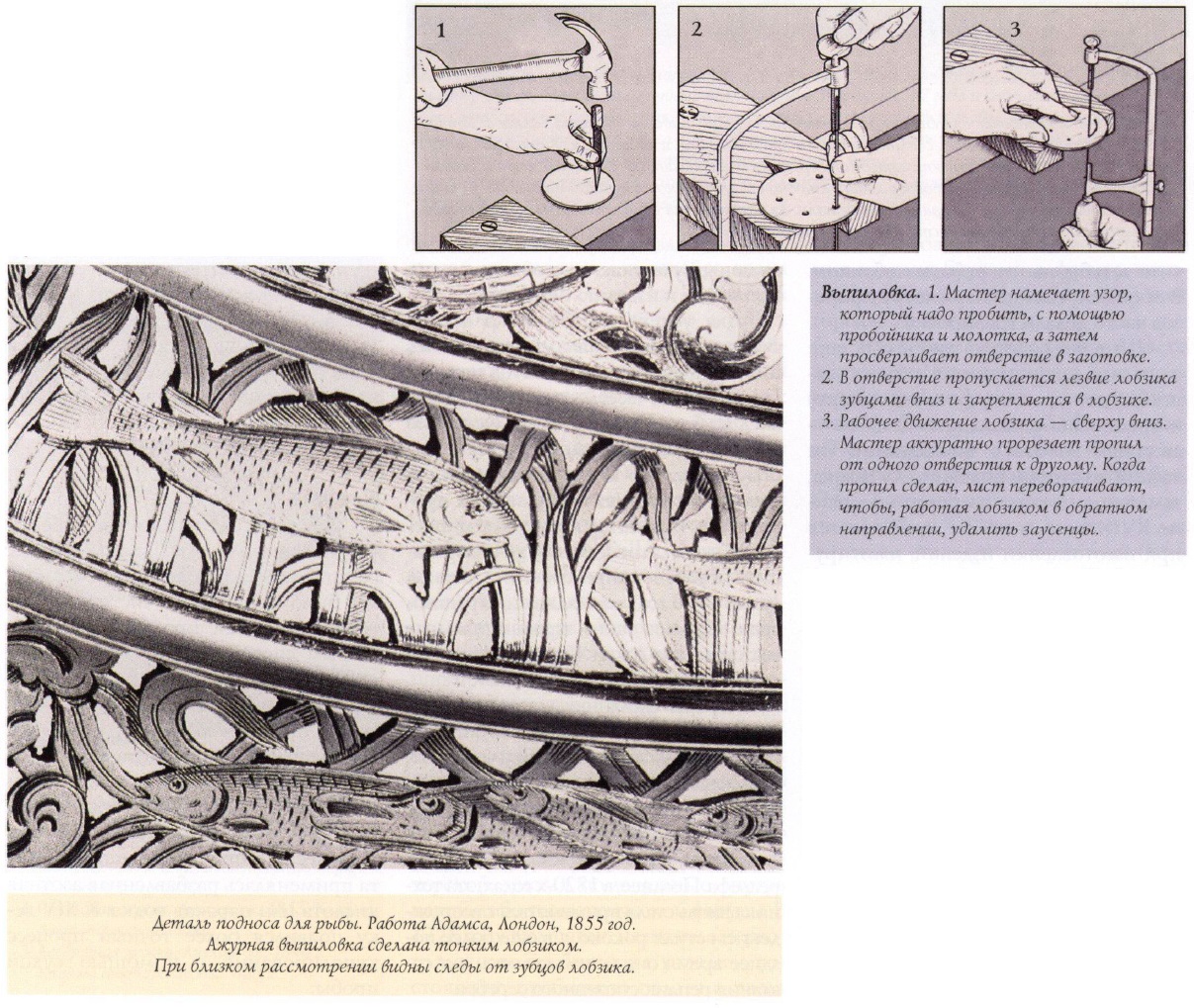
Этот лобзик состоит из очень тонкого лезвия, которое зажимается в раме регулируемой длины (для использования обломков лезвия, которое ломается довольно часто). Для начала выпиловки лобзиком в металле требовалось просверлить отверстие, куда вставляли лезвие, после чего оно прочно зажималось в раме. Лобзиком можно вырезать отверстия очень сложной формы. При работе поворачивают обычно не инструмент, а заготовку изделия. Чем тоньше золотая или серебряная заготовка, тем тоньше лезвие требовалось для работы.
 Различить, каким способом — просечкой или выпиловкой — сделаны отверстия в изделии, можно, внимательно рассмотрев кромку отверстия. На солонке начала XVIII века края отверстия в металле загибаются вниз из-за механического ударного воздействия на металл при просечке; на кромке отверстий в изделиях более позднего периода можно различить зазубрины от работы лобзиком. В обоих случаях по периметру прорезов часто делали гравировку.
Различить, каким способом — просечкой или выпиловкой — сделаны отверстия в изделии, можно, внимательно рассмотрев кромку отверстия. На солонке начала XVIII века края отверстия в металле загибаются вниз из-за механического ударного воздействия на металл при просечке; на кромке отверстий в изделиях более позднего периода можно различить зазубрины от работы лобзиком. В обоих случаях по периметру прорезов часто делали гравировку.
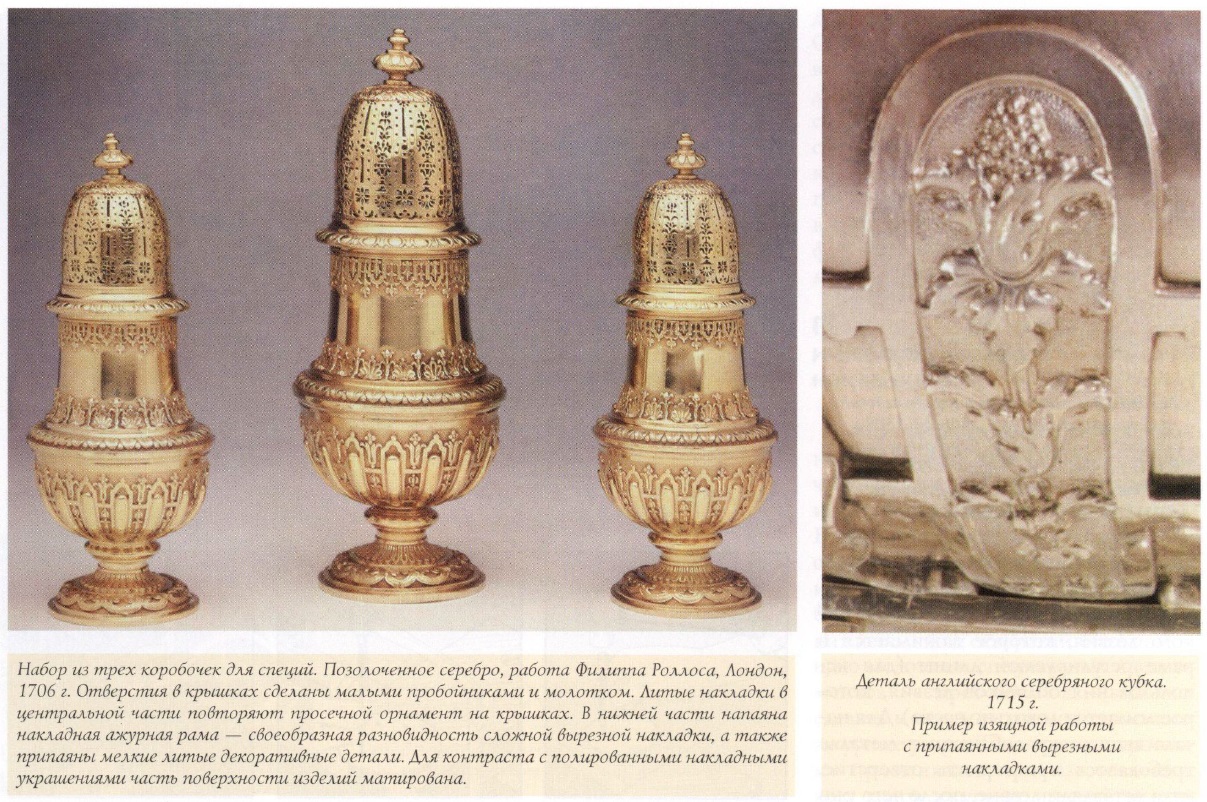
Широко распространен был еще один вид декорирования, объединявший в себе просечку (или выпиловку) и припаивание накладных деталей — ажурная работа с накладками. Он возник во второй половине XVII века, заметно усложнился в первой половине XVIII века, а сейчас применяется при изготовлении изделий, имитирующих вещи того времени.
 Накладки вырезались из тонких листов серебра, обычно имели сложную декоративную форму (чаще всего в виде листьев) и напаивались на изделие — на основание чаши или кубка, к месту присоединения ручки у чайника или кофейника, на углах шкатулки или чернильницы или вокруг «шишечки» на крышке кружки. Для изготовления сложных накладок требовалось незаурядное мастерство — искусный мастер должен был сделать так, чтобы накладки не только точно соответствовали всем изгибам поверхности изделия, но и были припаяны таким образом, чтобы следы припоя не были видны в ажурных участках, и чтобы накладки прилегали к изделию без зазора.
Накладки вырезались из тонких листов серебра, обычно имели сложную декоративную форму (чаще всего в виде листьев) и напаивались на изделие — на основание чаши или кубка, к месту присоединения ручки у чайника или кофейника, на углах шкатулки или чернильницы или вокруг «шишечки» на крышке кружки. Для изготовления сложных накладок требовалось незаурядное мастерство — искусный мастер должен был сделать так, чтобы накладки не только точно соответствовали всем изгибам поверхности изделия, но и были припаяны таким образом, чтобы следы припоя не были видны в ажурных участках, и чтобы накладки прилегали к изделию без зазора.
 Для успеха работы было важно, чтобы заготовки накладок вырезались из совершенно ровных листов металла. Практически всегда заготовки делались из более тонких листов, чем само изделие. Поскольку металлические листы требуемого качества было трудно достать в колониях и отдаленных провинциях, тамошние мастера редко использовали этот способ декорирования. Известно, впрочем, что в период около 1700 года накладками украшали свои изделия такие провинциальные мастера, как Джон Кони из Массачусетса и Джон Эльстон из Эксетера.
Для успеха работы было важно, чтобы заготовки накладок вырезались из совершенно ровных листов металла. Практически всегда заготовки делались из более тонких листов, чем само изделие. Поскольку металлические листы требуемого качества было трудно достать в колониях и отдаленных провинциях, тамошние мастера редко использовали этот способ декорирования. Известно, впрочем, что в период около 1700 года накладками украшали свои изделия такие провинциальные мастера, как Джон Кони из Массачусетса и Джон Эльстон из Эксетера.
Хорошо сделанные вырезанные накладки были практически неотличимы от накладных литых деталей и чеканных рельефных орнаментов, и в 1700-—1730 годах все эти способы декорирования изделий часто и успешно сочетались, создавая ажурные поверхности высокого рельефа. Позднее, в 1820-х годах, эта техника вновь стала применяться с возрождением стиля рококо, а в еще более позднее время она использовалась для создания реплик старинного серебра.
В более простых изделиях XVII века в качестве накладок часто использовались сужающиеся полоски металла, изображающие прожилки листьев в растительном орнаменте, особенно на ручках пивных кружек. Такие накладки одновременно способствовали повышению прочности изделия.
Клейма
С давних времен для государства, чеканившего монеты, и для мастеров, работавших с драгоценными металлами, было важно знать чистоту их материала. Самым простым и самым старым способом была проверка на пробирном камне.
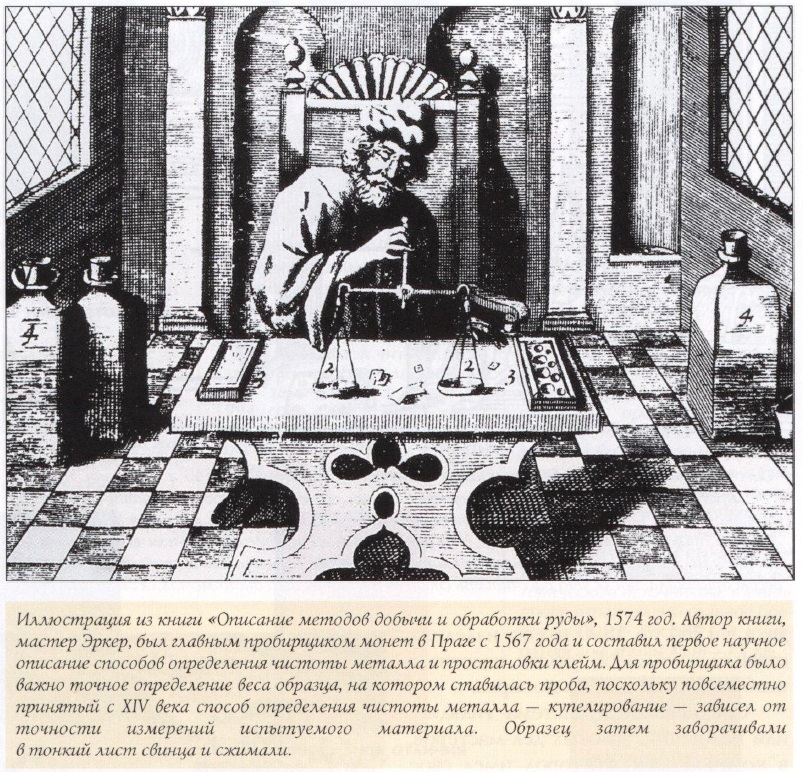 Золотых дел мастер проводил черту на пробирном камне, используя пробирные иглы из золота или серебра известной пробы, и потом сравнивал их цвет с чертами, которые оставлял на камне испытуемый металл. Позднее для проверки чистоты золота применялась разбавленная азотная кислота или царская водка. К XIV веку появился более точный процесс купелирования с помощью сухой пробы.
Золотых дел мастер проводил черту на пробирном камне, используя пробирные иглы из золота или серебра известной пробы, и потом сравнивал их цвет с чертами, которые оставлял на камне испытуемый металл. Позднее для проверки чистоты золота применялась разбавленная азотная кислота или царская водка. К XIV веку появился более точный процесс купелирования с помощью сухой пробы.
Проверка чистоты металла и клеймение была введена государством для контроля за оборотом серебра и золота и пресечения подделок. Современная пробирная система появилась во Франции в середине XIII века. В 1260 году Филипп Смелый приказал всем парижским золотых дел мастерам ставить на своих изделиях марку своего города, а указом 1275 года то же было вменено в обязанность золотых дел мастерам всех 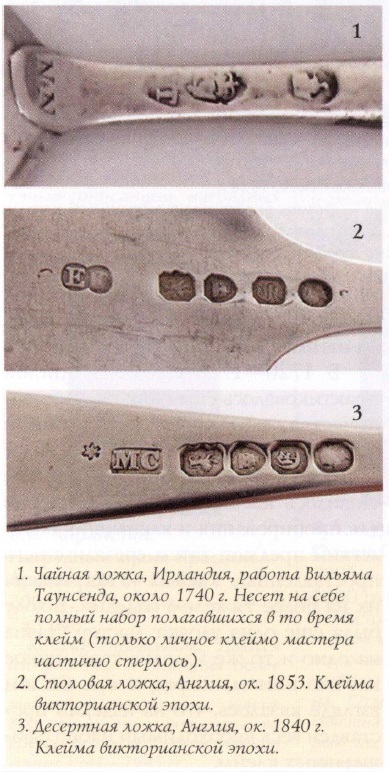 французских провинций. В 1355 году в Монпелье ввели обязательное клеймо изготовителя изделия, а в 1427 году там же была введена система клейм с простановкой даты, обозначавшейся буквой алфавита. Это давало возможность установить чиновника, ответственного за проверку доброкачественности металла и клеймение, и привлечь его к ответственности, если он ставил клей
французских провинций. В 1355 году в Монпелье ввели обязательное клеймо изготовителя изделия, а в 1427 году там же была введена система клейм с простановкой даты, обозначавшейся буквой алфавита. Это давало возможность установить чиновника, ответственного за проверку доброкачественности металла и клеймение, и привлечь его к ответственности, если он ставил клей
мо на изделие из металла, не отвечающего принятым нормам.
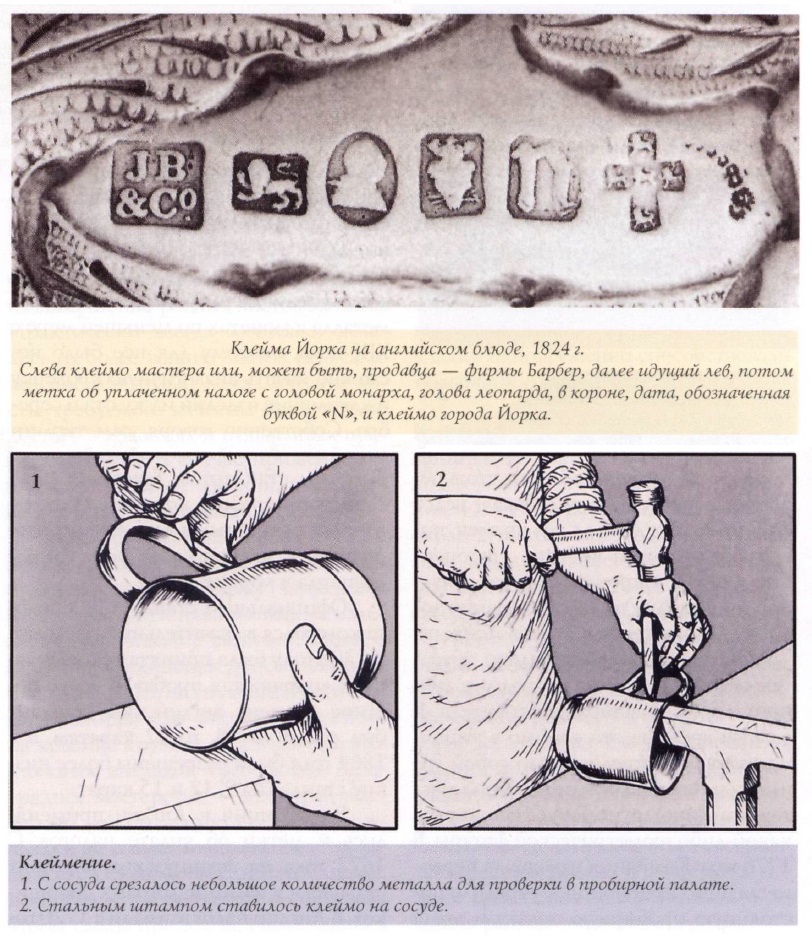
Элементы французской пробирной системы постепенно стали использоваться и в Англии. С 1300 года на золоте «парижской пробы», 19 1/5 карат (19,2 части из 24, или 80% чистого золота) стали ставить клеймо в виде головы леопарда, позднее — с короной на голове, а для серебра ввели стерлинговый стандарт, т.е. 925 частей из 1000, или 92,5% чистого серебра. Компания золотых дел мастеров Лондона занималась проверкой чистоты металла в монетах по меньшей мере с XIII века, поэтому для нее было несложно начать аналогичную проверку и клеймение изделий из золота и серебра. Собственно говоря, сам термин «пробирное клеймо», который по-английски звучит как hallmark, что в переводе означает «метка Зала», ведет свое происхождение с тех времен, поскольку проверка чистоты драгоценных металлов происходила (и до сих пор происходит) в Зале Компании золотых дел мастеров в Сити в Лондоне.
С 1363 года было введено обязательное проставление на изделии личного клейма мастера-изготовителя. В разные времена это клеймо в типичном варианте представляло собой его имя, или инициалы или название мастерской, иногда помещенные внутрь какой-либо геометрической фигуры. В 1778 году Компания назначила первого главного пробирщика, учредила постоянную пробирную палату и ввела систему обозначения годов изготовления изделия буквами алфавита, которая, правда, была принята не во всех городах Англии.
 Четвертая марка, которая часто встречается на английских золотых и серебряных изделиях — это идущий лев. Она была введена в 1544 году, когда монеты стали чеканить из нестандартного (не стерлингового) серебра. Стерлинговый стандарт был ненадолго, в 1697—1720 годах, заменен более высоким стандартом Британия (95,8 % чистого серебра), который и удостоверялся различными вариантами изображения идущего льва или головы леопарда в короне.
Четвертая марка, которая часто встречается на английских золотых и серебряных изделиях — это идущий лев. Она была введена в 1544 году, когда монеты стали чеканить из нестандартного (не стерлингового) серебра. Стерлинговый стандарт был ненадолго, в 1697—1720 годах, заменен более высоким стандартом Британия (95,8 % чистого серебра), который и удостоверялся различными вариантами изображения идущего льва или головы леопарда в короне.
Официальный стандарт для золота колебался в значительных пределах. В 1300 году была принята так называемая «парижская проба». В более поздние времена английский стандарт был равен то 18, то 22 каратам, а с 1864 года были разрешены более низкие стандарты 9,12 и 15 карат.
Во Франции и Англии применялись и метки об уплате налогов. С 1672 года на французских изделиях ставилось клеймо налоговых сборщиков. В Англии налог взимали с 1720 года, а с 1784 по 1890 год на изделиях ставили клеймо об уплате налогов с изображением головы монарха.
 Средневековая система гильдий, или компаний, золотых дел мастеров, в которой каждый город имел свое клеймо, а многие города использовали также и буквенное означение года, была принята в большинстве европейских стран — в Австро-Венгерской империи, Испании и Португалии, Нидерландах, Германии, Бельгии, Дании, Норвегии и Швеции. В Северной Америке, Канаде, Австралии, Ямайке и на всех территориях, находящихся под европейским контролем, равно как и в Китае, где работали на европейский рынок, мастера ставили на изделия свои личные клейма, как гарантию качества. Некоторые марки в Канаде, Австралии и Китае имитировали английские. В Северной Америке мастера различали «стерлинговый» стандарт и «монетный» стандарт (который был ниже).
Средневековая система гильдий, или компаний, золотых дел мастеров, в которой каждый город имел свое клеймо, а многие города использовали также и буквенное означение года, была принята в большинстве европейских стран — в Австро-Венгерской империи, Испании и Португалии, Нидерландах, Германии, Бельгии, Дании, Норвегии и Швеции. В Северной Америке, Канаде, Австралии, Ямайке и на всех территориях, находящихся под европейским контролем, равно как и в Китае, где работали на европейский рынок, мастера ставили на изделия свои личные клейма, как гарантию качества. Некоторые марки в Канаде, Австралии и Китае имитировали английские. В Северной Америке мастера различали «стерлинговый» стандарт и «монетный» стандарт (который был ниже).
В силу давно устоявшейся и неизменно высокой репутации пробирных клейм как гарантии качества изделия, чистоты металла и времени изготовления, время от времени предпринимались попытки подделать официальные клейма — например, малоизвестными провинциальными мастерами или, в последние 100 лет,
чтобы обмануть покупателей антиквариата. При этом официальные клейма делались из закаленной стали, оттиск с них имел четкие края и порой был даже заметен на оборотной стороне изделия; поддельные же клейма обычно копировались со старых вещей, изготовлялись из более мягких сортов стали и как следствие оставляли оттиски с более мягкими краями.
В 1720—1750-х годах в Англии практиковалось еще один вид мошенничества, направленный на обман сборщиков налогов. Поскольку налог взимали с веса изделия, на которое ставилось клеймо, мастера посылали для пробирования и клеймения более легкий предмет, затем срезали с него проставленные клейма и закрепляли их на более тяжелом изделии. В ходу была еще одна уловка: мастер ставил на одно и то же изделие свое личное клеймо несколько раз, и при беглом взгляде казалось, что на изделии проставлен весь необходимый набор официальных клейм.
Журнал «Антиквариат, предметы искусства и коллекционирования», № 70 (октябрь 2009), стр.52


















