





 В Средние века доспехи делались, как правило, из железа и стали. Они подразделялись на два основных типа — кольчуги и панцири. Кольчуги плелись из проволочных колец и по своей форме повторяли одежду. Панцири состояли из скрепленных между собой металлических пластин, которым придавалась форма, отвечавшая строению тела человека; пластины соединялись клепкой и ремнями.
В Средние века доспехи делались, как правило, из железа и стали. Они подразделялись на два основных типа — кольчуги и панцири. Кольчуги плелись из проволочных колец и по своей форме повторяли одежду. Панцири состояли из скрепленных между собой металлических пластин, которым придавалась форма, отвечавшая строению тела человека; пластины соединялись клепкой и ремнями.
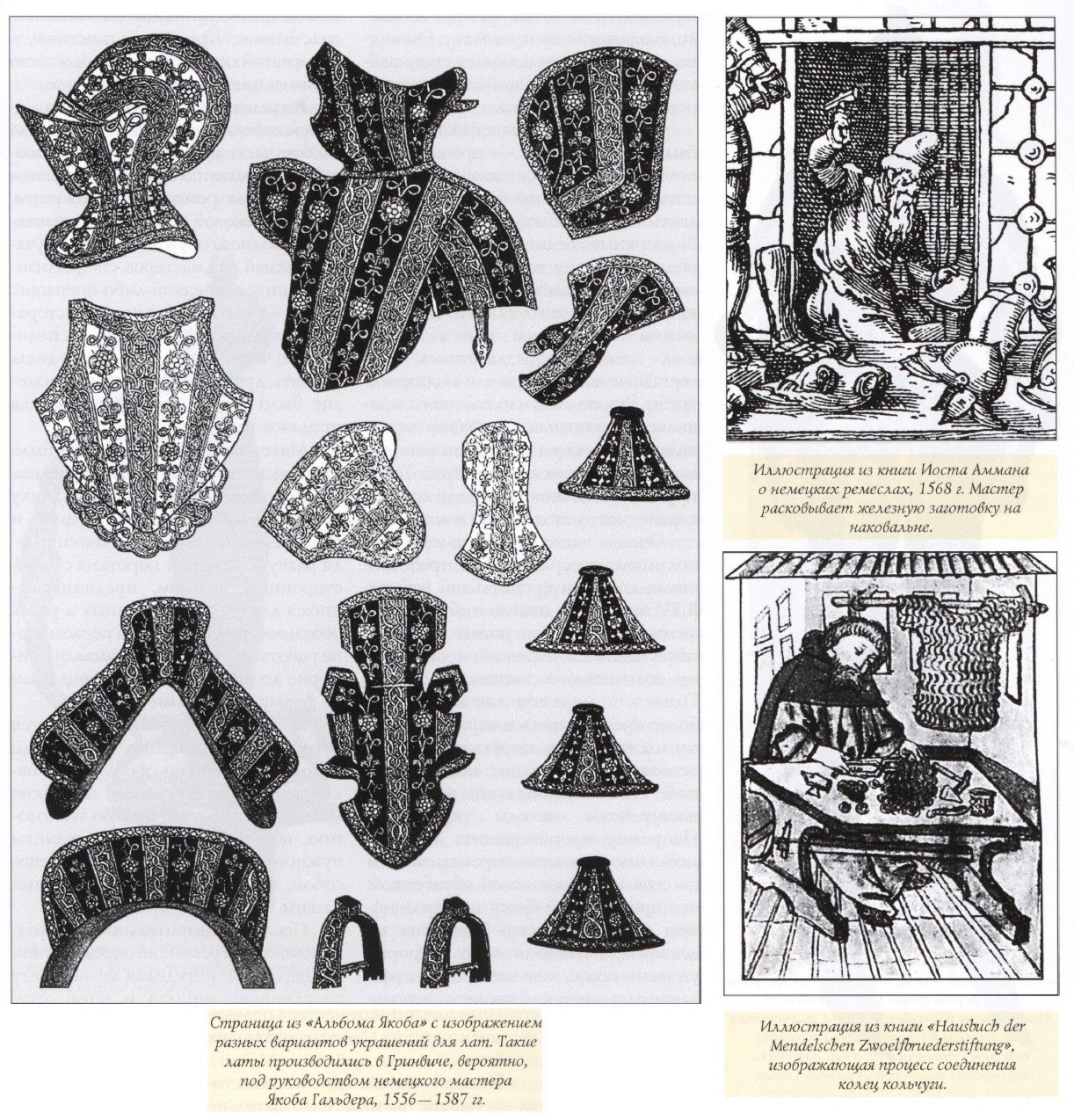
Производство кольчуги было довольно сложным. Железная проволока протягивалась последовательно сквозь отверстия стальной волочильной доски до достижения нужного диаметра и затем плотно наматывалась на круглый штырь, так что получалось подобие спирали или пружины, которая затем разрезалась вдоль. Таким образом мастер получал множество более или менее одинаковых колец и сплетал их вместе, продевая одно сквозь другое, иногда с помощью пробойника. Затем требовалось надежно скрепить между собой концы каждого кольца, чтобы обеспечить кольчуге необходимую прочность. Для этого оба края кольца расплющивались стальными чеканами, и кольцо сжималось так, чтобы плоские концы зашли один за другой; сквозь них пробивалось отверстие, после чего кольцо заклепывалось. Так соединялось множество колец, образуя кольчугу нужного вида и размера.
В процессе протяжки через волочильную доску и обработки молотком в проволоке возникало внутреннее напряжение металла (гарт), отчего она становилась твердой и хрупкой и могла треснуть. Для воссоздания внутренней структуры металла («отпуска») проволоку отжигали, после чего она становилась достаточно мягкой, и ее можно было без особого труда обрабатывать вручную. На гравюрах того времени видно, что мастер-кольчужник работает голыми руками, то есть явно с холодным металлом.
 Таков был общий принцип, а на практике производилось множество вариантов кольчуг, порой значительно отличавшихся друг от друга. Например, в некоторых кольчугах, чаще всего индийской работы, края колец не склепывались, а просто сжимались встык. Иногда для украшения кольчуг в них вплетались звенья из бронзы и латуни, составляя узоры разной степени сложности; для повышения прочности к кольчугам крепились железные пластины. Известны турецкие и египетские кольчуги XV века, на каждом звене которых выбиты рельефные надписи на арабском.
Таков был общий принцип, а на практике производилось множество вариантов кольчуг, порой значительно отличавшихся друг от друга. Например, в некоторых кольчугах, чаще всего индийской работы, края колец не склепывались, а просто сжимались встык. Иногда для украшения кольчуг в них вплетались звенья из бронзы и латуни, составляя узоры разной степени сложности; для повышения прочности к кольчугам крепились железные пластины. Известны турецкие и египетские кольчуги XV века, на каждом звене которых выбиты рельефные надписи на арабском.
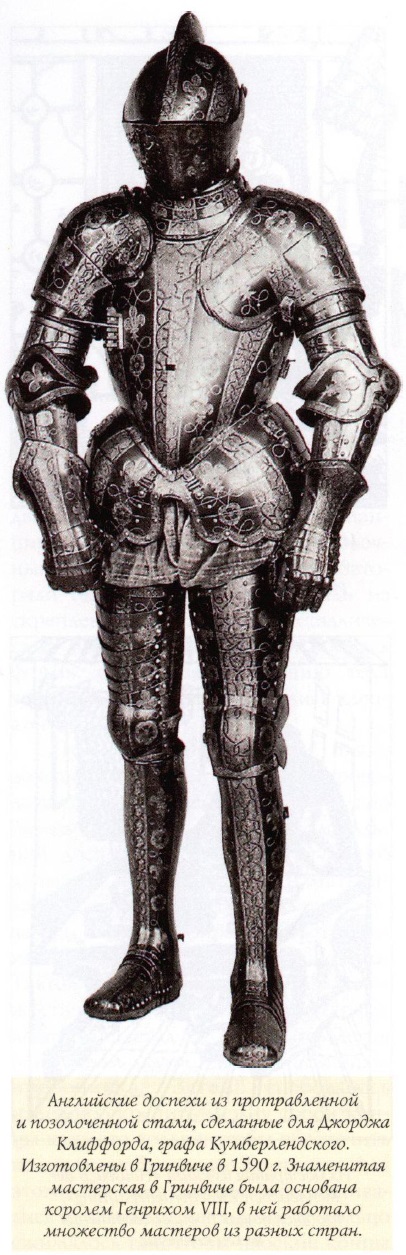
Изготовление доспехов, состоящих полностью из стальных пластин, началось в XIV веке. В то время в Европе возник целый ряд центров по их производству, из которых самыми знаменитыми были Милан, Аугсбург и Нюрнберг. Сделанные в них доспехи развозились по всем странам Европы.
Изготовление доспехов начиналось с подготовки стальных пластин, из которых мастер делал заготовки. Материалом для них обычно служили прямоугольные железные чушки, и первым этапом работы была их расковка в пластины нужной толщины — либо вручную, либо с помощью механического молота, приводимого в движение силой воды. По мере роста спроса на доспехи в крупных центрах металлообработки, таких как Инсбрук, начиная с XV века стали производить заготовки для панцирей — готовые стальные пластины, и мастера получили возможность использовать их в работе.
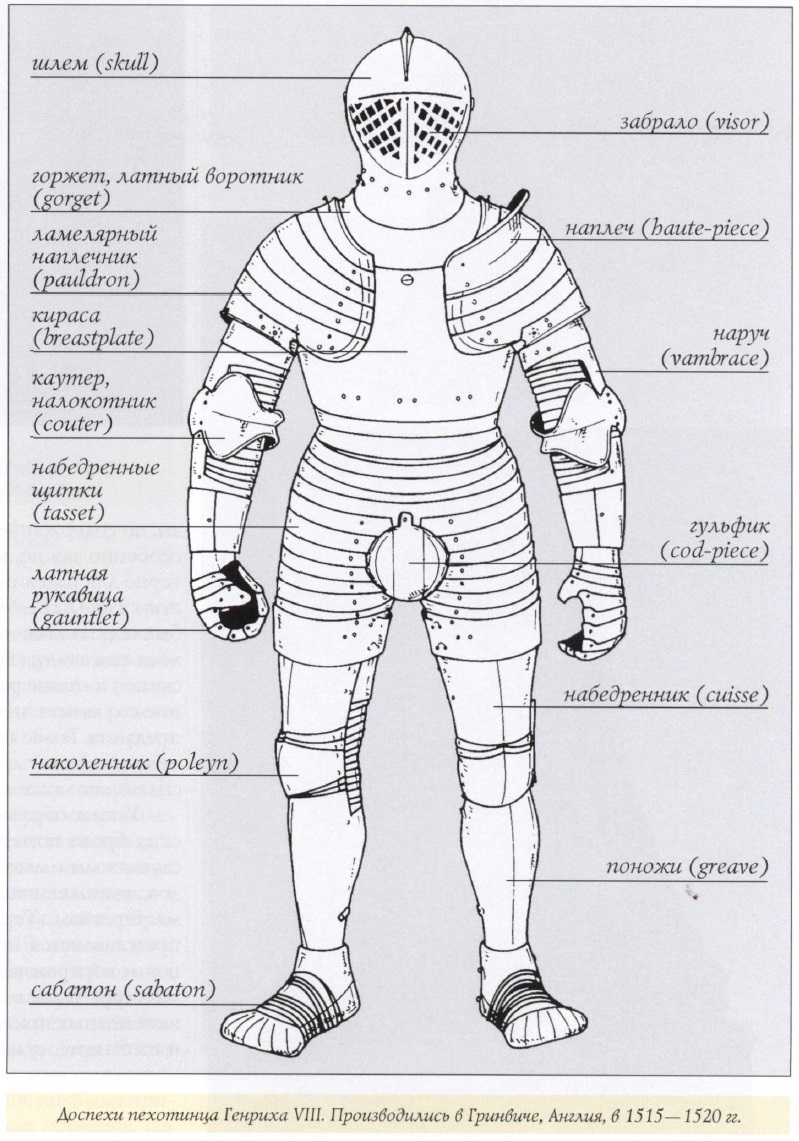
Полный комплект доспехов состоял из множества пластин, тщательно подогнанных под фигуру заказчика и соединенных шарнирами, заклепками и ремнями. Пластины формовали, расколачивая их на специальных фигурных наковальнях молотами разной формы, с обязательным регулярным отжигом. Мастер должен был обладать большим искусством, чтобы сделать пластину достаточно толстой в тех местах, где она обеспечивала защиту воина, и тонкой, где это было допустимо (обычно по краям пластин), для уменьшения веса доспехов. Шлемы выколачивались из плоских листов на наковальне. Когда шлем и нагрудник приобретали нужную форму в ходе выколотки, их края загибали, накручивая на проволоку. Очевидно, для этого использовался специальный зажим или тиски, обеспечивавшие ровную гибку металла.
Наиболее сложны в изготовлении были ножные латы — прежде всего потому, что они состояли из множества частей сложной формы, которая достигалась гибкой и выколоткой. Подвижные соединения ножных лат, обеспечивавшие воину свободу перемещений, делались из узких стальных полос, подогнанных так, что при движении они входили одна в другую или, наоборот, раздвигались, как составные части веера или подзорной трубы. Эти полосы, или пластины, крепились заклепками к несущей вертикальной полосе из кожи, которая размещалась внутри конструкции. Такого рода сочленения позволяли согнуть колено, ногу у щиколотки и локоть.
Очень часто поверхность лат покрывалась украшениями, требовавшими долгой и кропотливой работы. В XV веке декор доспехов обычно сводился лишь к выпуклым полосам, наносившимся чеканкой, и частичному золочению в готическом стиле. Однако, по мере того как доспехи все более превращались в парадную форму одежды, а их защитная функция становилась все менее востребованной, стали применяться все более изощренные методы украшения. Например, вся поверхность доспехов могла оксидироваться прокаливанием на огне или химической обработкой, что придавало ей блеск и переливчатую синюю окраску. Орнамент на доспехах, обычно в виде широких узорных полос, мог наноситься травлением (химический процесс с использованием кислот) либо обильным золочением; кожаные детали отделывались бархатом. В XVI веке парадные доспехи инкрустировались серебром. До наших дней сохранились части одного парадного комплекта, сделанные из золота и покрытые эмалью.
Популярны были также облегченные виды доспехов, в которых защитные стальные пластины крепились на основу из ткани. Один из наиболее известных видов такого рода защиты назывался бригандиной и представлял собой короткую куртку, чаще всего без рукавов, из ткани (холста или сукна) или кожи, покрытую небольшими, находящими друг на друга, железными пластинами. Крепились пластины к матерчатой основе заклепками и часто лудились для защиты от коррозии.
Выделка холодного оружия — мечей, сабель, кинжалов — составляла особую часть кузнечного ремесла, возможно, самую почетную, с большим количеством ремесленных секретов. В средневековой Европе в производстве холодного оружия принимал участие целый ряд мастеров, специализировавшихся на какой-либо операции: один — ковал клинок, мастера- шлифовальщики его доводили и полировали, часто еще один мастер делал рукоять, другой — ножны. Когда изделие было готово, его передавали для продажи торговцу.
Материалом для клинка была заготовка из сплава стали и железа. Такой состав сплава придавал клинку необходимые качества — твердость и одновременно гибкость. Клинки имели разную форму: от коротких с односторонним лезвием, предназначавшихся для охоты, до длинных и узких обоюдоострых боевых. На первом этапе работы заготовку расковывали примерно до нужной длины и придавали ей форму хвостовыми молотами.
На большинстве клинков имеется продольное углубление, идущее до рукояти. Его можно сформовать ковкой или выбить чеканом; ^немецкие мастера разработали особую технологию, позволявшую получать клинки нужного профиля механическим способом, прокатывая их через стальные вальцы.
После предварительной шлифовки клинок нагревали до определенной температуры, определяя ее по цвету раскаленного металла, и затем остужали в масле. После клинок вновь нагревали,

но уже до более низкой температуры, выдерживали в свинцовой бане и давали остыть для уменьшения внутреннего напряжения металла. Затем к клинку приделывался хвостовик — короткий выступ, на котором крепилась рукоять; его или приваривали к клинку, или формовали из его оконечности.
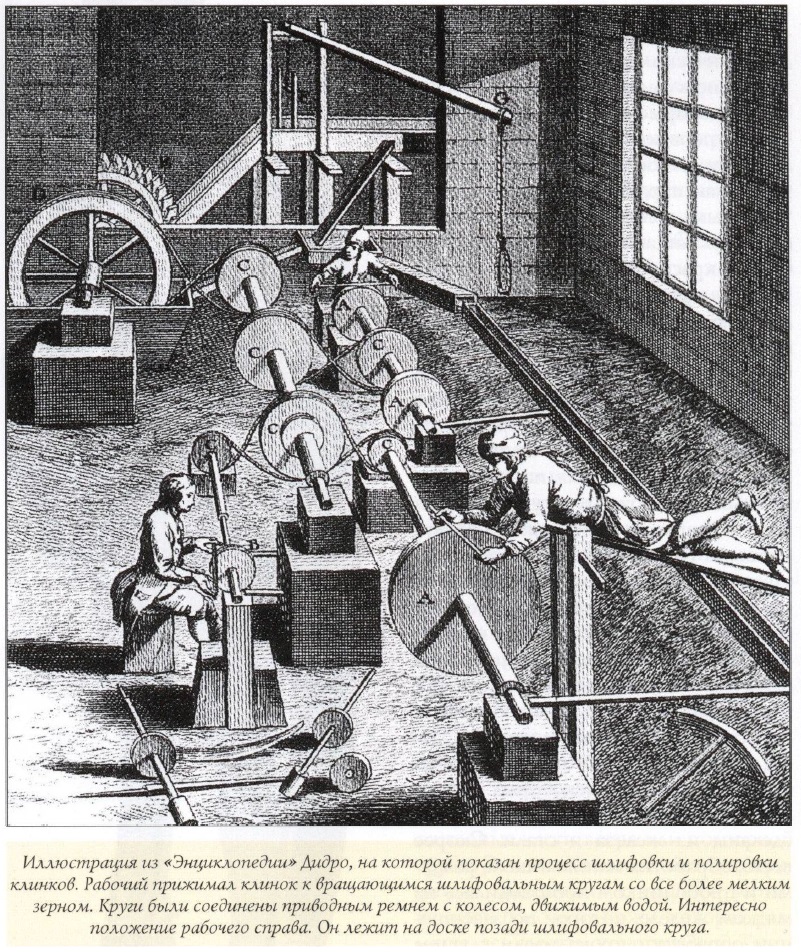
Теперь клинок был готов для окончательной шлифовки и полировки. Это делалось на шлифовальных кругах, соединенных приводными ремнями с колесом, вращавшимся силой водного потока. Рабочий обычно лежал на скамейке позади колеса, удерживая обернутый тряпкой клинок под нужным углом к поверхности колеса. Таким образом клинок последовательно шлифовался на кругах со все более тонким зерном, и в завершение полировался до зеркального блеска. Иногда клинок после этого подвергался травлению кислотой или золочению. Легкий голубой оттенок на некоторых клинках, вероятно, появлялся благодаря особой обработке химическим способом или выдерживанию в свинцовой бане.
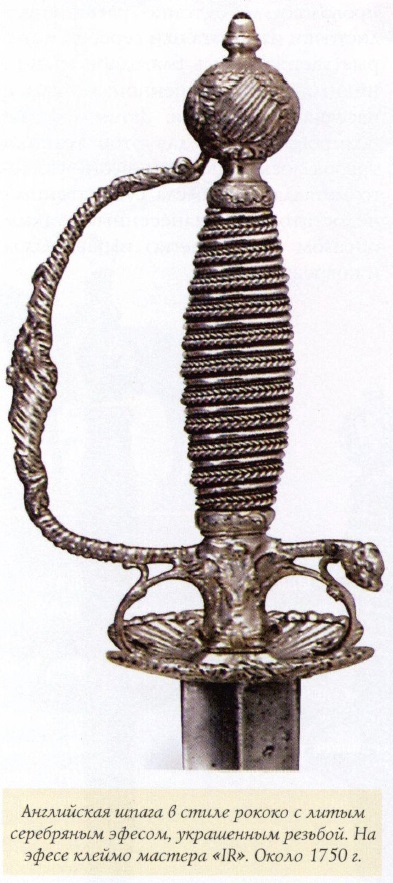
Некоторые виды холодного оружия (в первую очередь это относится к шпагам) воспринимались, прежде всего, как парадные и служили декоративным дополнением к костюму. Они украшались соответственно. Самой красивой их частью был эфес. Эфесы отливали из драгоценных металлов, причем каждый элемент отливался отдельно, в особой форме. Эфес типичной декорированной шпаги XVII—XVIII веков состоял из гарды, чашки, поперечины и деревянной рукояти, обмотанной проволокой. Если детали эфеса делались из драгоценных металлов или латуни, их отливали в формах, состоявших из двух половин. После отливки
эфесы практически всегда обрабатывались напильниками и резцами; поверхность, предназначенная для нанесения узора, матировалась специальным чеканом. Изучая отлитые из латуни эфесы, можно заметить, что одна и та же форма использовалась неоднократно, вплоть до полного износа, следы которого видны на некоторых из них.
Некоторые прекрасные эфесы сделаны из железа и стали. Скорее всего, обработка напильником, резцами и пробойником производилась на мягком железе, которое по завершении обработки прокаливали с углем для превращения железа в сталь. При нанесении ажурных насечных узоров и декора мастер должен был работать осторожно, чтобы украшение не пошло во вред функциональному назначению шпаги. Поэтому декор оружия обычно ограничивался неглубокой узорной резьбой, а более глубокую насечку наносили лишь на самые крупные детали эфеса.
До нас дошло очень небольшое число шпаг с эфесами из золота. Самые ранние из них хранятся в королевских арсеналах в Дрездене и Вене. Их обычно отливали и затем обрабатывали резцами; некоторые украшались эмалью и драгоценными камнями. Если использовались такие материалы, как фарфор или черепаший панцирь, украшением эфесов занимался ювелир. Из сохранившихся серебряных эфесов часть имеет гладкую поверхность, другие же покрыты рельефными или ажурными узорами в стиле рококо.
В конце XVIII века возникла мода на эфесы из блестящей полированной стали, украшенные заклепками с граненой шляпкой. Их делали в мастерской Мэттью Боултона в Бирлингеме, в Англии. Но самые изысканные и сложные стальные эфесы делали скульпторы и медальеры; некоторые из них, например Готфрид Лейгебе, скульптор, медальер и чеканщик монет курфюрста Саксонии, подписывали свои работы.
Многие эфесы украшались накладными деталями и инкрустацией. Из самых распространенных видов накладных декоративных элементов можно назвать серебряные листы с гравировкой; из наиболее популярных видов инкрустации — технику, известную в Европе как damascening. Этот термин объединял две различные техники инкрустации стали драгоценными металлами. В первой из них узор для последующей инкрустации вырезался на поверхности стали штихелем особой формы, который оставлял в металле рез с сечением, напоминающим ласточкин хвост (расширявшийся по мере углубления в толщу металла). В этот рез помещали золотую или серебряную проволоку и вколачивали ее так, что она принимала форму реза и прочно удерживалась в нем. В некоторых случаях проволока рельефно выступала над поверхностью металла; иногда ее вколачивали в рез заподлицо. В завершении процесса проволока окончательно отделывалась и полировалась. Такая инкрустация была прочной и долговечной, но очень дорогостоящей, так как для нее требовалось немалое мастерство гравера и значительное количество драгоценного металла. Поэтому эфесы, украшенные в такой технике, встречаются очень редко.

Гораздо более распространена была относительно простая техника всечки. В этом случае стальную поверхность сначала воронили обжигом или химическим способом, затем на участке, предназначенном для всечки, острым штихелем наносили тонкие и глубокие пересекающиеся линии. К обработанной таким образом поверхности прикрепляли тонкую проволоку либо тонко раскатанные листочки из золота или серебра, которые удерживались благодаря сцеплению мягкого драгоценного металла с насечками на стали. Затем изделие полировали. Хотя для этой техники требовалось меньше инкрустирующего металла, она имела существенный недостаток — нанесенный таким образом металл легко изнашивался и повреждался.
Журнал «Антиквариат, предметы искусства и коллекционирования», № 76 (май 2010), стр.76


















