





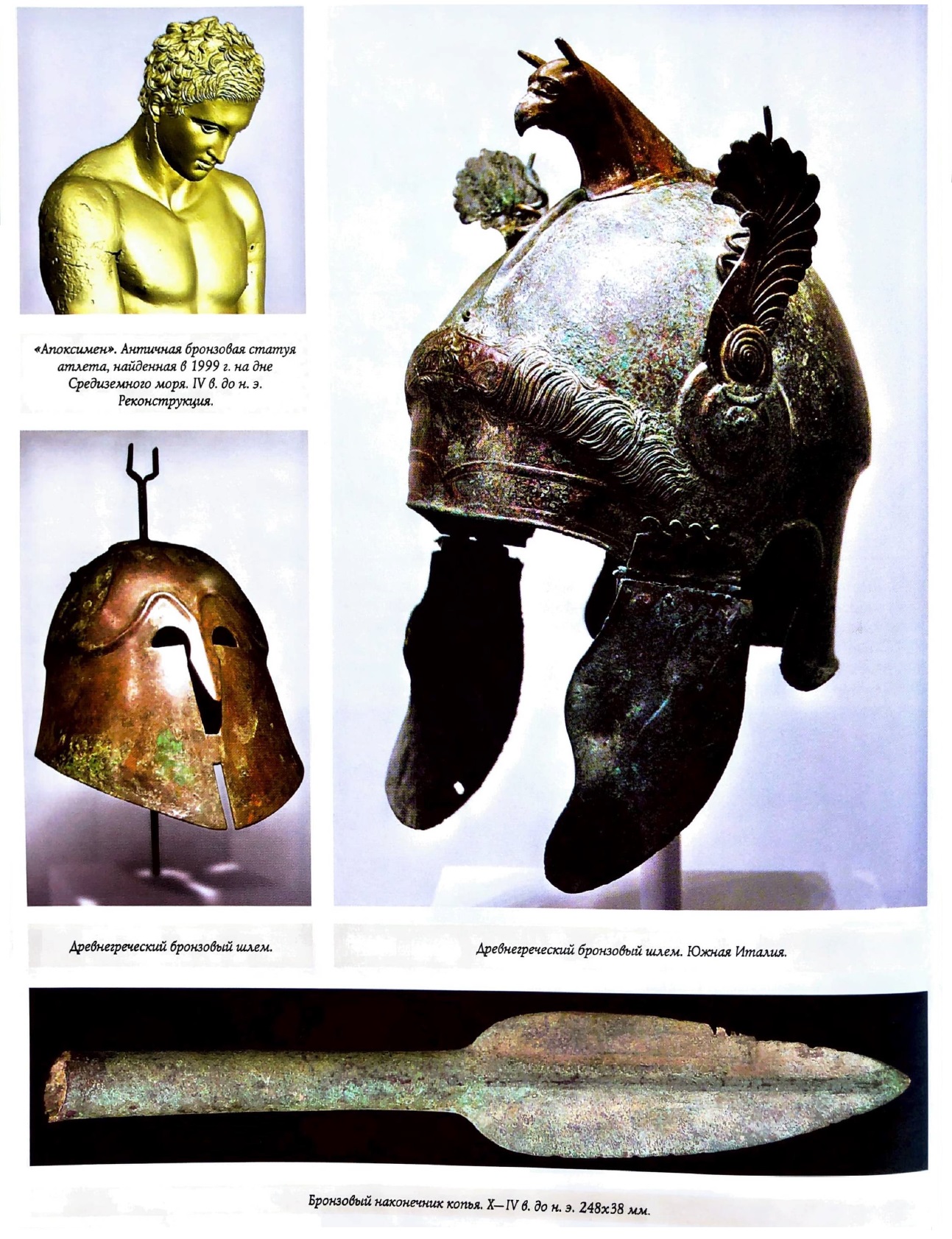
 Бронза — сплав меди и олова — известна человечеству уже пять тысяч лет. Бронза нашла себе чрезвычайно широкое применение в ремесленном производстве — от изготовления пушечных стволов до отливки скульптур, где она во все времена была любимым материалом мастеров.
Бронза — сплав меди и олова — известна человечеству уже пять тысяч лет. Бронза нашла себе чрезвычайно широкое применение в ремесленном производстве — от изготовления пушечных стволов до отливки скульптур, где она во все времена была любимым материалом мастеров.
Из бронзы делали архитектурные детали: капители колонн, оконные рамы, фурнитуру для дверей. Состав бронзы менялся: в древней бронзе соотношение исходных металлов варьировалось в широких пределах — содержание меди составляло от 67% до 95%. Но к средним векам сложились устоявшиеся пропорции, различные для разных применений бронзы: так, для изготовления орудийных стволов на 8 частей меди брали 1 часть олова.
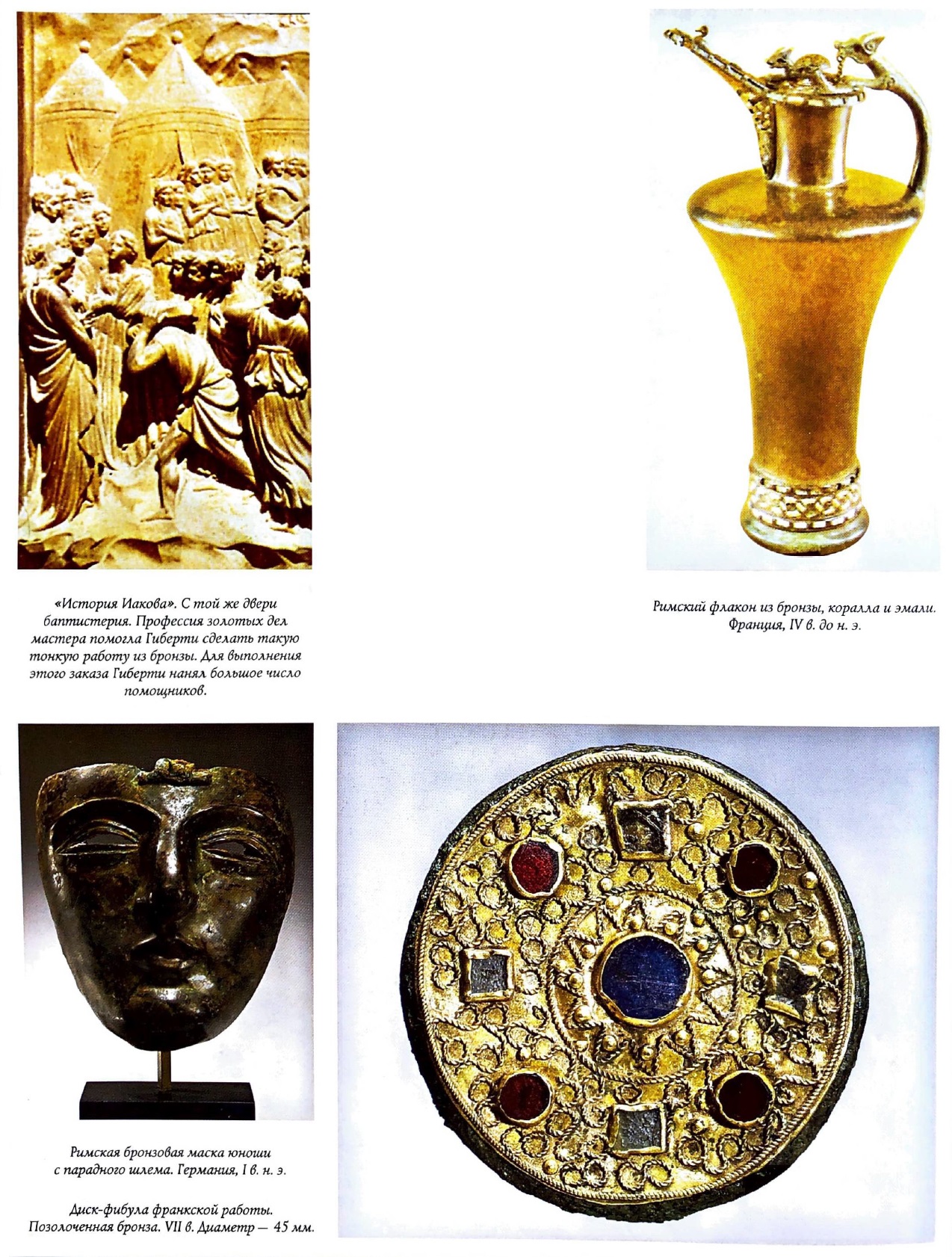
 Для формовки бронзы применялась как обработка листового металла, так и литье. Листовой металл разрезался на заготовки нужной формы, и из них гнутьем и выколоткой делались всевозможные изделия, например сосуды; швы скреплялись пайкой или клепкой. Как и серебро, бронзу выколачивали, используя молотки с шаровым бойком; чаши делали техникой вытяжки, плотно прижимая круглую заготовку из листового металла к вращающемуся деревянному шаблону. Листовая бронза могла украшаться чеканкой, ажурной просечкой, рельефной выколоткой с оборотной стороны и гравировкой. При массовом производстве рельефных чеканных изделий листовой металл отбивался молотками в форме из дерева твердых пород.
Для формовки бронзы применялась как обработка листового металла, так и литье. Листовой металл разрезался на заготовки нужной формы, и из них гнутьем и выколоткой делались всевозможные изделия, например сосуды; швы скреплялись пайкой или клепкой. Как и серебро, бронзу выколачивали, используя молотки с шаровым бойком; чаши делали техникой вытяжки, плотно прижимая круглую заготовку из листового металла к вращающемуся деревянному шаблону. Листовая бронза могла украшаться чеканкой, ажурной просечкой, рельефной выколоткой с оборотной стороны и гравировкой. При массовом производстве рельефных чеканных изделий листовой металл отбивался молотками в форме из дерева твердых пород.
Для литья бронза подходит больше всех прочих металлов, 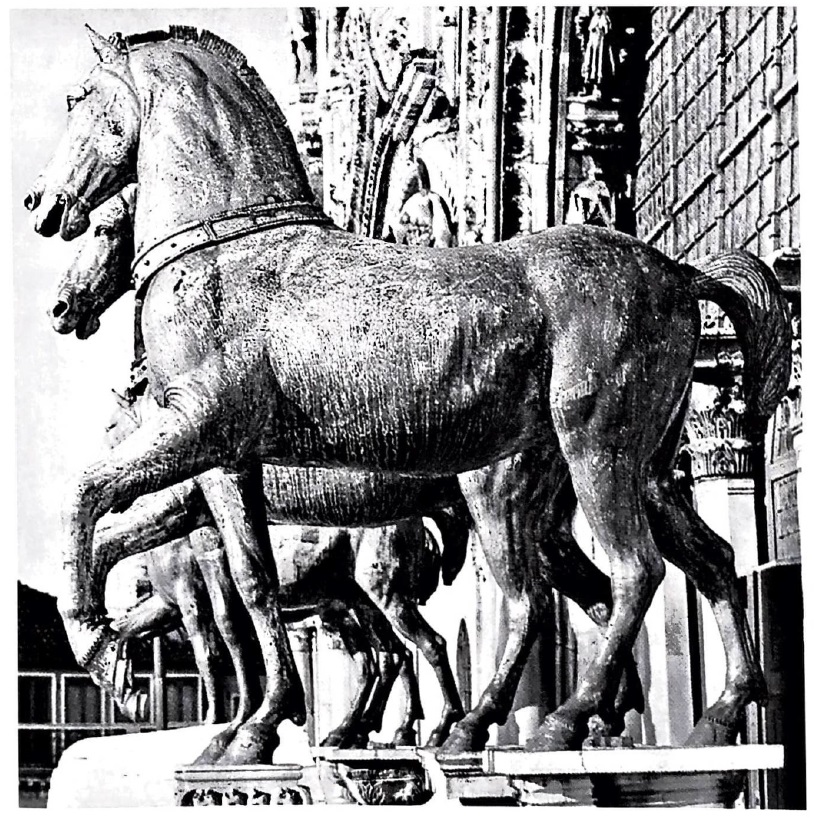 так как она при застывании расширяется и заполняет все полости и пустоты в форме, а затем немного сжимается при охлаждении, что облегчает ее отделение от формы. Небольшая добавка свинца или цинка улучшает литьевые качества бронзы, а доля олова может уменьшаться вплоть до пропорции 1 часть к 10 частям меди.
так как она при застывании расширяется и заполняет все полости и пустоты в форме, а затем немного сжимается при охлаждении, что облегчает ее отделение от формы. Небольшая добавка свинца или цинка улучшает литьевые качества бронзы, а доля олова может уменьшаться вплоть до пропорции 1 часть к 10 частям меди.
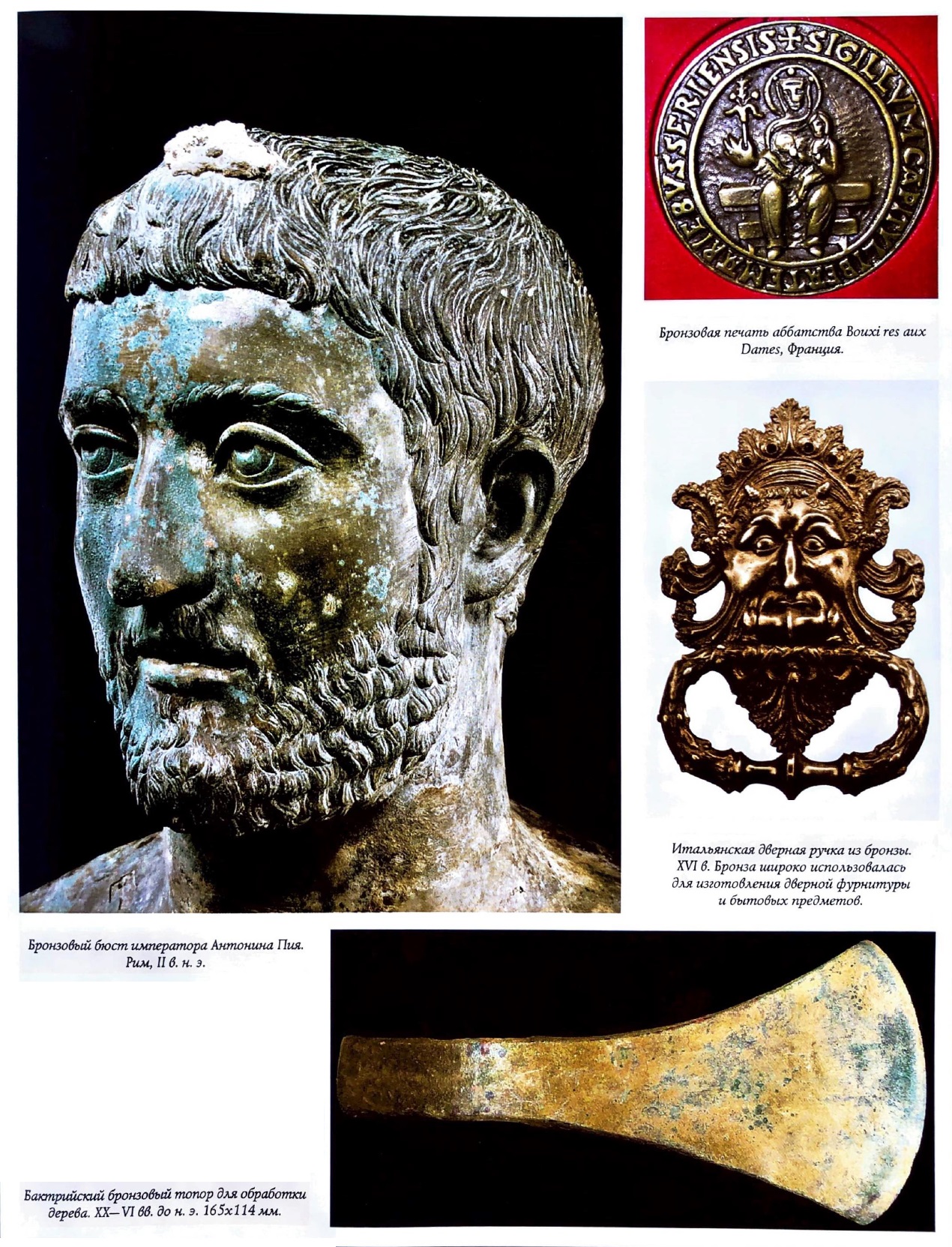
В древности бронзу отливали, заливая расплавленный металл в форму, сделанную из камня или обожженной глины. Форма могла состоять из трех или четырех частей. Эта техника достигла высокой степени совершенства в Месопотамии к 2500 году до н. э. В Британии при раскопках были найдены каменные формы из двух частей для отливки бронзового топора, относящиеся к первой половине или середине II тысячелетия до н. э.
По древней технологии при изготовлении бронзового сосуда для вина нижнюю часть сердечника в форме внутренней полости будущего сосуда лепили из глины, обрабатывали на гончарном круге, сушили и покрывали слоем воска такой толщины, которая предполагалась для стенок сосуда. Таким же образом делали верхнюю часть сердечника, и тоже покрывали ее воском. Поверхность воска украшалась резным рельефом, а поверх нее последовательно накладывали несколько тонких слоев глины так, что их общая толщина составляла 2—3 см. Покрывающая воск глина разрезалась на несколько частей по горизонтали и вертикали, образуя клиновидные секции, чтобы их можно было аккуратно снять и удалить воск, — таким образом получалась полость для заливки расплавленного металла. Такая техника отливки оставляла швы на поверхности бронзы вдоль линии соединения частей формы — их обычно удаляли при окончательной отделке.
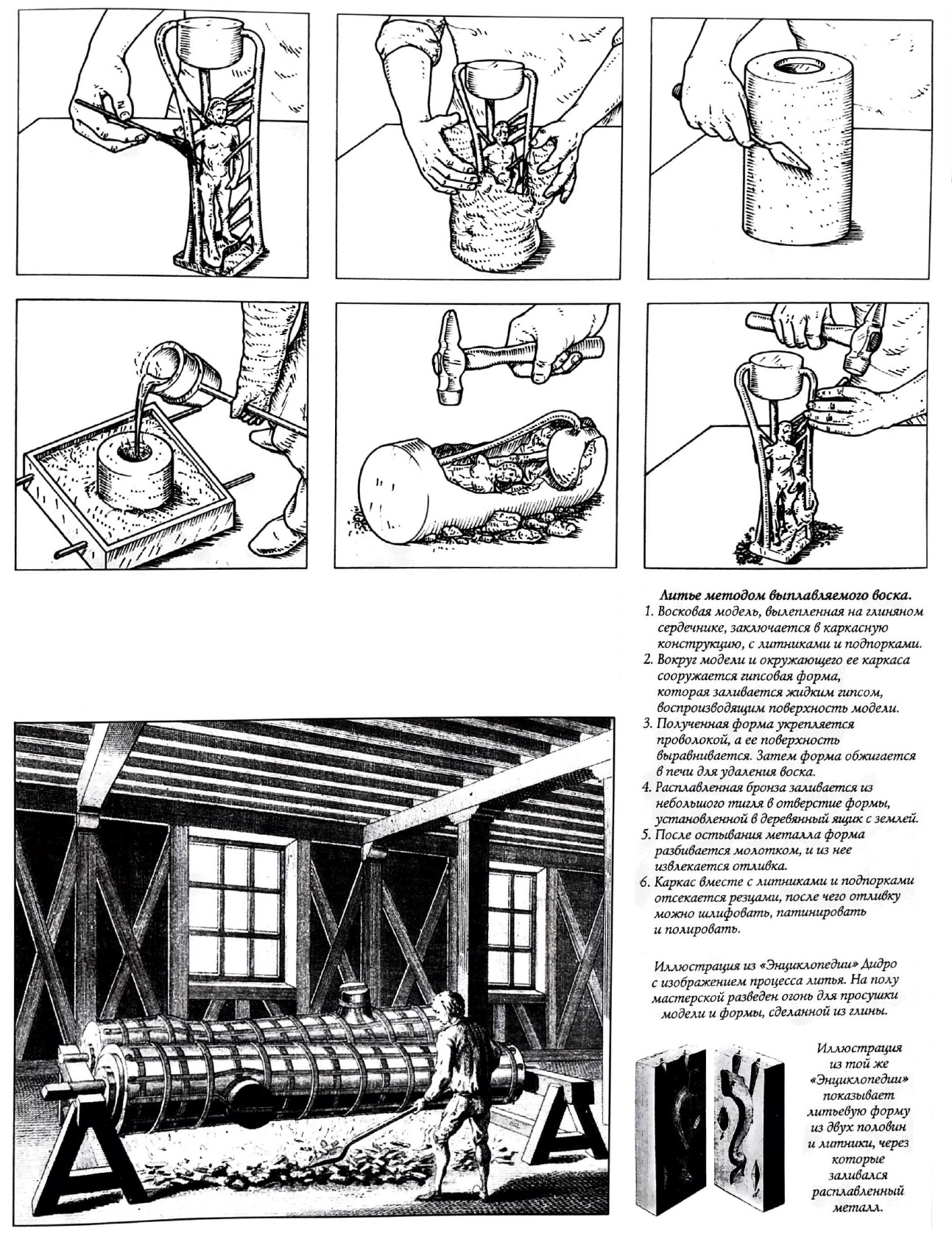
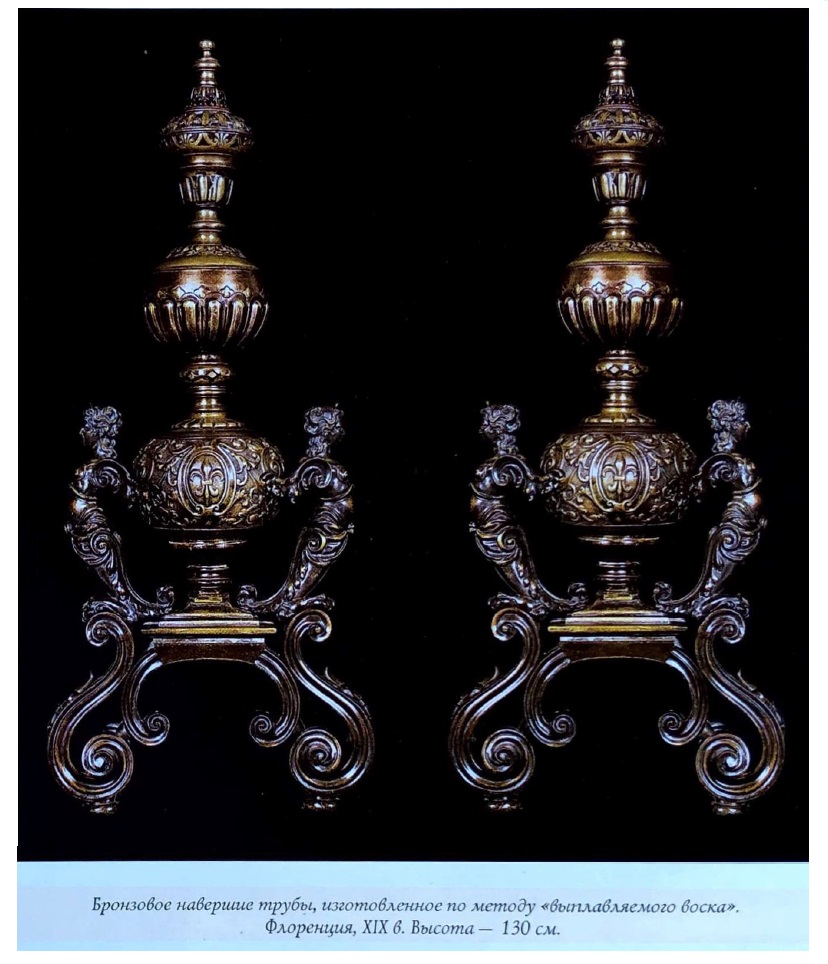
 Другой техникой отливки был метод выплавляемого воска — от французского «cire-perdue», то есть «потерянный воск». Он отличался от предыдущего тем, что форму вокруг воска и сердечника не снимали, а воск удалялся нагреванием. Эта техника была известна еще шумерам и мастерам Индской долины в III тысячелетии до н. э. и в Египте при восьмой династии фараонов после 1573 года до н. э. В Китае она, вероятно, практиковалась во время правления династии Шан (1523—1028 гг. до н. э.)
Другой техникой отливки был метод выплавляемого воска — от французского «cire-perdue», то есть «потерянный воск». Он отличался от предыдущего тем, что форму вокруг воска и сердечника не снимали, а воск удалялся нагреванием. Эта техника была известна еще шумерам и мастерам Индской долины в III тысячелетии до н. э. и в Египте при восьмой династии фараонов после 1573 года до н. э. В Китае она, вероятно, практиковалась во время правления династии Шан (1523—1028 гг. до н. э.)
Известны три разновидности техники литья по методу выплавляемого воска. В первой из них использовалась сплошная модель, целиком вылепленная из воска. Вокруг нее сооружалась форма из материала, способного выдержать высокую температуру. Затем форма нагревалась, воск расплавлялся и вытекал из нее, а вместо него в форму заливалась расплавленная бронза, из которой при охлаждении получалась отливка из сплошного металла без внутренних пустот.


При втором способе заготовка из воска моделировалась на сердечнике из огнеупорного материала. Литьевая форма сооружалась поверх воскового слоя, сердечник при этом закреплялся в нужном положении бронзовыми штифтами. Затем воск выплавлялся нагреванием, и расплавленная бронза заливалась в пространство между формой и сердечником. После остывания металла сердечник дробился зубилом и удалялся, оставляя в изделии внутреннюю полость. В обоих случаях исходная модель уничтожалась.
При третьем способе, которым пользовались греки, форма лепилась поверх модели, которая могла быть изготовлена из дерева, глины или алебастра. Внутренняя
поверхность слепка после удаления модели покрывалась слоем воска, и в форму помещался сердечник из огнестойкого материала. Затем воск выплавлялся нагреванием, и в форму заливался расплавленный металл. Таким образом, модель сохранялась неповрежденной для дальнейшего использования, и с нее можно было делать несколько одинаковых отливок. При таком способе использовались составные формы, которые для изъятия оригинала разрезались на отдельные секции и вновь скреплялись для отливки.
Использование восковых моделей и изготовление составных форм для отливки декоративных изделий практиковалось еще в VI веке до н. э. Лучшее изложение этого метода дано великим скульптором и ювелиром итальянского Ренессанса Бенвенуто Челлини в описании работ по созданию им статуи Персея.
Процесс с выплавлением воска был основным методом литья бронзовых изделий вплоть до 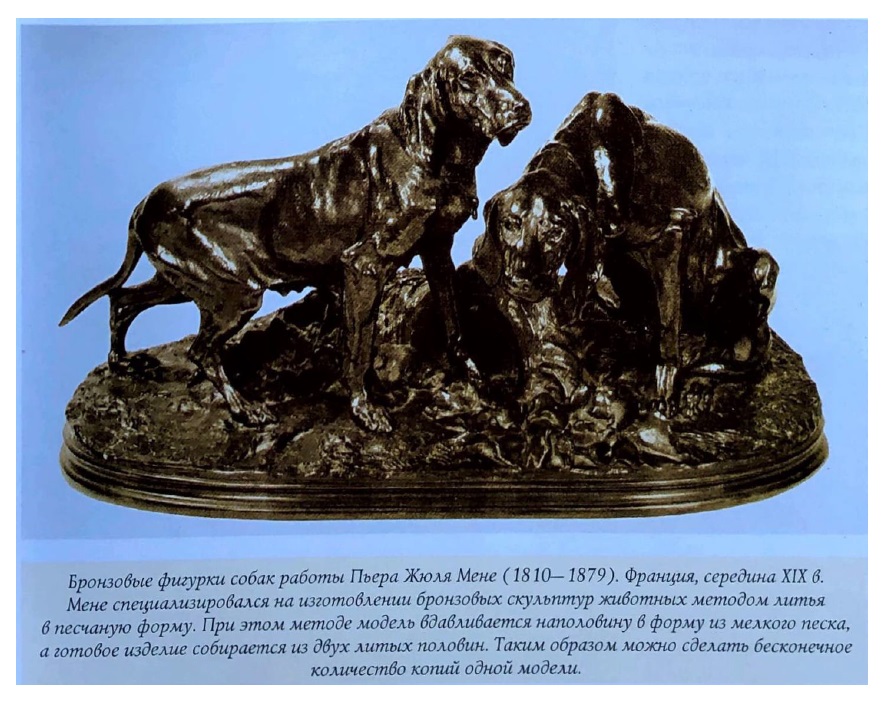 XIX века, когда был изобретен способ электротипирования, использовавшийся для изготовления копий античных бронзовых предметов.
XIX века, когда был изобретен способ электротипирования, использовавшийся для изготовления копий античных бронзовых предметов.
С течением времени в результате окисления на поверхности бронзы образуется патина. Она может быть зеленого, синего, коричневого или даже черного цвета, в зависимости от условий, в которых хранилась бронза, или от химического состава почвы, где она находилась. Для получения патины голубовато-синего цвета использовался сульфат меди; бронза, в составе которой есть серебро или большая доля олова, часто покрывается патиной черного цвета. Недавние исследования привели к открытию разнообразных методик патинирования.
Журнал «Антиквариат, предметы искусства и коллекционирования», № 83 (январь-февраль 2011), стр.90


















