


г. Москва, ул. Большая Никитская, д. 37 стр. 1






 Человек, использовал железо с доисторических времен, и оно сыграло исключительную роль в цивилизационном развитии. Несмотря на то, что большинство железных изделий служило утилитарным целям, этот металл использовался и для декорирования.
Человек, использовал железо с доисторических времен, и оно сыграло исключительную роль в цивилизационном развитии. Несмотря на то, что большинство железных изделий служило утилитарным целям, этот металл использовался и для декорирования.
Cуществует три основных типа железа: сварочное железо, чугун и сталь. Из них самое древнее — сварочное, чугун появился около 1400 года, а сталь в ее нынешнем виде — только в 1856 году. В настоящее время сварочное железо промышленным способом не производится, в качестве альтернативы используют мягкую сталь.
Сварочное железо первоначально шло на изготовление простых орудий, таких как ножи, наконечники копий и т. д. Позже металлу нашли другое применение: из него стали делать гвозди и дверные петли, а еще много позже его стали использовать для производства декоративных изделий. В XI веке украшения из железа появились на дверях церквей. В последующие века в церквях появились узорные железные решетки и элементы убранства, иногда специально изготовленные для защиты особых статуй и гробниц.
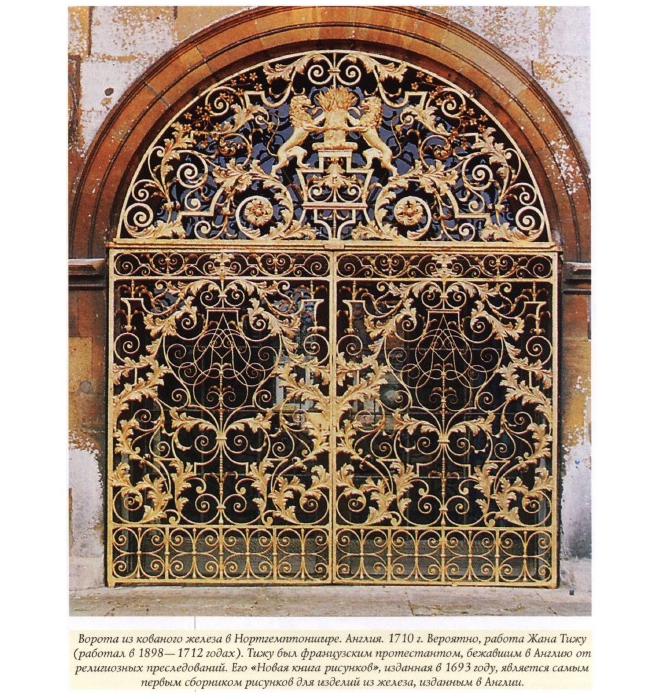
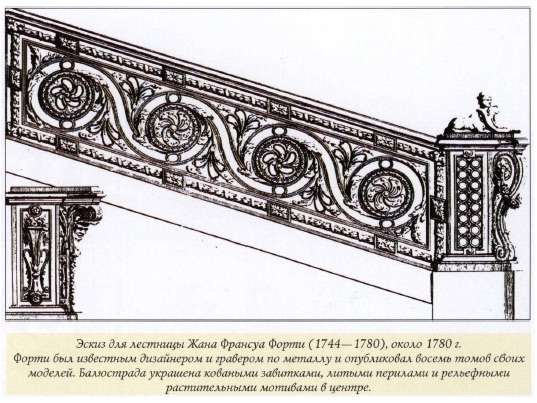
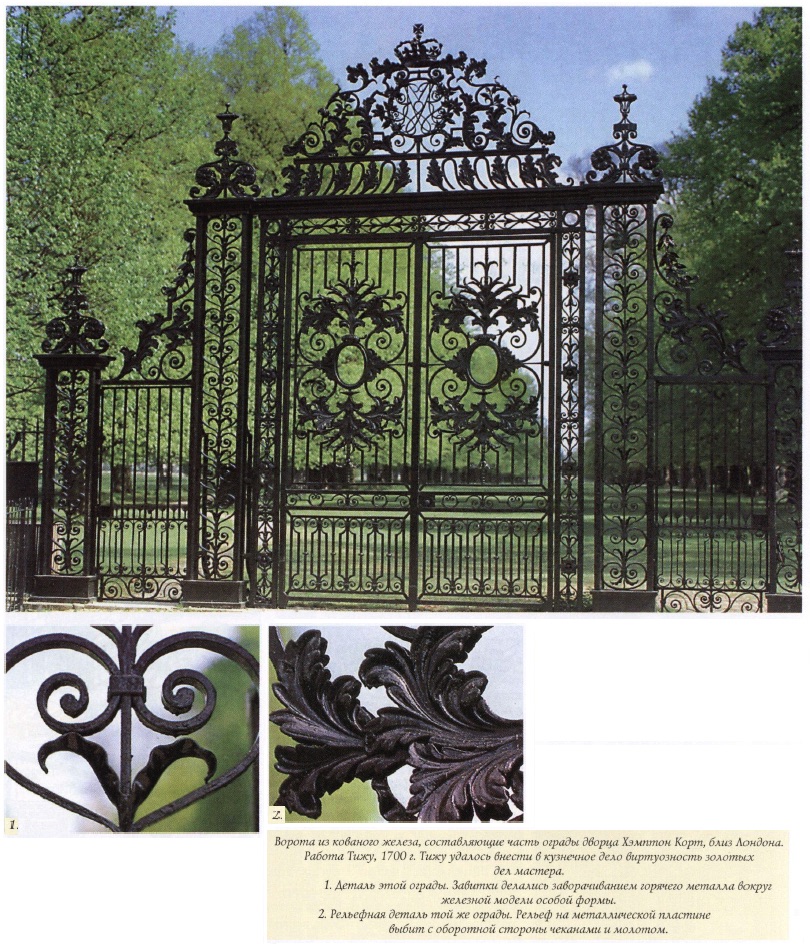
 В конце XVII — начале XVIII века производство элементов декора из сварочного железа стало полноценным направлением в искусстве, о чем свидетельствуют работы Жана Тижу, Роберта Бейквела и братьев Дэвис в Англии. Во Франции (где родился Тижу и откуда он бежал, спасаясь от религиозных преследований) многие прекрасные работы из железа были сделаны для Версаля по заказу Людовика XIV. Позже, в 1750-х годах, Жан Ламур создал из сварочного железа архитектурные украшения с рельефными узорами для ансамбля площади Станислава в Нанси. Тижу и Ламур опубликовали несколько книг о методах работы с железом с образцами декора.
В конце XVII — начале XVIII века производство элементов декора из сварочного железа стало полноценным направлением в искусстве, о чем свидетельствуют работы Жана Тижу, Роберта Бейквела и братьев Дэвис в Англии. Во Франции (где родился Тижу и откуда он бежал, спасаясь от религиозных преследований) многие прекрасные работы из железа были сделаны для Версаля по заказу Людовика XIV. Позже, в 1750-х годах, Жан Ламур создал из сварочного железа архитектурные украшения с рельефными узорами для ансамбля площади Станислава в Нанси. Тижу и Ламур опубликовали несколько книг о методах работы с железом с образцами декора.
В Америке колонисты-переселенцы выделывали железные изделия из сырья, привозившегося из Англии. Однако к 1750 году положение изменилось, и железные заготовки из Новой Англии, Пенсильвании и Вирджинии стали экспортировать в Англию, причем часть из них уже в виде готовых изделий возвращалась назад в Америку.
Сварочное железо имеет волокнистую структуру, в какой-то степени напоминающую древесину. Металл имеет хорошую ковкость, и ему можно придать практически любую форму расплющиванием, прокатыванием и гибкой. Железо почти всегда обрабатывается разогретым до красного каления, но некоторые виды обработки, например, выбивание рельефа с оборотной стороны листа, проводятся без нагрева. Нагретые до 1350° С куски железа можно соединить ковкой, так что они составят цельный кусок металла.
 К ремесленнику железо обычно поступало в виде заготовок (чушек) круглого, квадратного или прямоугольного сечения, а иногда в виде листов. Железные заготовки закупались на заводе, и их ассортимент был ограничен небольшим числом ходовых размеров и форм, поэтому, прежде чем приступить к какому-либо сложному заказу, например, выделке узора, кузнецу приходилось проделывать большую предварительную работу, придавая деталям будущего изделия нужную форму. Ему надо было, скажем, свести прут на конус, сделать из круглого бруска квадратный, выковать утолщение на концах или посредине заготовки и т. п.
К ремесленнику железо обычно поступало в виде заготовок (чушек) круглого, квадратного или прямоугольного сечения, а иногда в виде листов. Железные заготовки закупались на заводе, и их ассортимент был ограничен небольшим числом ходовых размеров и форм, поэтому, прежде чем приступить к какому-либо сложному заказу, например, выделке узора, кузнецу приходилось проделывать большую предварительную работу, придавая деталям будущего изделия нужную форму. Ему надо было, скажем, свести прут на конус, сделать из круглого бруска квадратный, выковать утолщение на концах или посредине заготовки и т. п.
Типичный набор кузнечного инструмента состоял из мехов для раздувания огня, наковальни, молотов разного размера и веса, тисков, всевозможных режущих инструментов, пробойников и различных щипцов, чтобы удерживать горячее железо во время обработки. Все эти инструменты, кроме щипцов, кузнец покупал, а щипцы обычно делал сам.
 Основной метод обработки железа — ковка, при которой железо расплющивается от ударов молота по заготовке. Искусство кузнеца заключается в умении расковать железо в нужном направлении и до нужной толщины. Иногда заготовку нужно не плющить, а просто гнуть. Например, сгибанием делается завиток — обычный элемент декора ворот, решеток и т. д. Чтобы сделать завиток, кузнец сначала отрезал кусок нужной длины от железной заготовки подходящего диаметра. Это достигалось рубкой, когда кузнец укладывал заготовку местом намеченного разделения на кузнечное зубило — режущий инструмент, вставленный в специальное отверстие в наковальне, и бил по заготовке молотом. Получив заготовку нужного размера, он нагревал ее и формовал молотом на роге наковальни. Если требовалось сделать несколько завитков, кузнец использовал особое лекало (кусок железа нужной формы), вокруг которого обкручивался под ударами молота горячий металл. Завитки могли иметь мелкие ответвляющиеся детали — их формовали отдельно и приваривали к основной заготовке.
Основной метод обработки железа — ковка, при которой железо расплющивается от ударов молота по заготовке. Искусство кузнеца заключается в умении расковать железо в нужном направлении и до нужной толщины. Иногда заготовку нужно не плющить, а просто гнуть. Например, сгибанием делается завиток — обычный элемент декора ворот, решеток и т. д. Чтобы сделать завиток, кузнец сначала отрезал кусок нужной длины от железной заготовки подходящего диаметра. Это достигалось рубкой, когда кузнец укладывал заготовку местом намеченного разделения на кузнечное зубило — режущий инструмент, вставленный в специальное отверстие в наковальне, и бил по заготовке молотом. Получив заготовку нужного размера, он нагревал ее и формовал молотом на роге наковальни. Если требовалось сделать несколько завитков, кузнец использовал особое лекало (кусок железа нужной формы), вокруг которого обкручивался под ударами молота горячий металл. Завитки могли иметь мелкие ответвляющиеся детали — их формовали отдельно и приваривали к основной заготовке.
 Декор из железа часто включал в себя природные мотивы — изображения растений, животных и птиц. Для их изготовления кузнецы в течение веков разработали различные приемы. Например, если требовалось уменьшить сечение железной заготовки, это достигалось вытяжкой, при которой металл расковывали молотком с закругленным бойком. Иногда, для скорости, металл расковывали не на ровной, а на выпуклой поверхности (обычно на роге наковальни) — тогда удар по металлу деформировал его сильнее. Заготовку в процессе вытяжки постоянно поворачивали на 90 градусов и ковали другую ее грань, чтобы она выровнялась и сохраняла, хотя бы в общих чертах, исходное прямоугольное сечение; по достижении требуемой формы вмятины на поверхности вглаживались обработкой плоской гладилкой.
Декор из железа часто включал в себя природные мотивы — изображения растений, животных и птиц. Для их изготовления кузнецы в течение веков разработали различные приемы. Например, если требовалось уменьшить сечение железной заготовки, это достигалось вытяжкой, при которой металл расковывали молотком с закругленным бойком. Иногда, для скорости, металл расковывали не на ровной, а на выпуклой поверхности (обычно на роге наковальни) — тогда удар по металлу деформировал его сильнее. Заготовку в процессе вытяжки постоянно поворачивали на 90 градусов и ковали другую ее грань, чтобы она выровнялась и сохраняла, хотя бы в общих чертах, исходное прямоугольное сечение; по достижении требуемой формы вмятины на поверхности вглаживались обработкой плоской гладилкой.
Если надо было выковать прут круглого сечения из прямоугольного бруска-заготовки, то ковка производилась с помощью подбойников (обжимок) с выемчатыми концами, то есть рабочая поверхность которых представляла собой внутреннюю сторону цилиндра. Процесс шел быстрее, если использовались сразу две обжимки: одна (нижняя) вставлялась в отверстие на наковальне, и на нее укладывалась заготовка. Сверху на заготовку ставили верхнюю обжимку; кузнец ее удерживал, а его помощник бил по ней молотом.
Увеличение сечения заготовки достигалось осадкой, при которой заготовка ставилась на наковальню вертикально, и удары молота наносились по ее торцевой стороне (как вариант — били самой заготовкой по наковальне). Если требовалось увеличить сечение лишь какой-то одной части заготовки, то для осадки разогревалась только эта часть, и форма других участков заготовки оставалась неизменной или менялась не сильно.
Тонкие детали, такие как листы, цветы маски и т. д., изготовлялись из железного листа вырубкой и просечкой ручными зубилами и молотом.
Отверстия в заготовке обычно вырубали, поместив металл над отверстием наковальни и ударяя молотом по пробойнику. Нагретый прут квадратного сечения можно было перекрутить, зажав один его конец в тиски, а второй — в клещи, и поворачивая их. Можно было изменить форму заготовки и придать ее поверхности фактуру нарезкой железа горячим зубилом. Готовые изделия доводили напильником.
 Кузнец работал или по собственному рисунку, или по эскизам художника или архитектора. Он пользовался измерительными инструментами — линейкой и кронциркулем, но в остальном обо всем судил на глазок, по опыту: до какой температуры нагреть металл и как получить нужную форму. Характеристики стали во многом сходны с качествами сварочного железа, и ее обрабатывают аналогичным образом. Тем не менее, в прошлом сталь очень редко использовалась в декоративных целях. Чугун, напротив, имеет кристаллическую структуру, вследствие чего он довольно хрупок. Его нельзя обрабатывать теми способами, что описаны выше применительно к сварочному железу, зато он легко отливается в форму.
Кузнец работал или по собственному рисунку, или по эскизам художника или архитектора. Он пользовался измерительными инструментами — линейкой и кронциркулем, но в остальном обо всем судил на глазок, по опыту: до какой температуры нагреть металл и как получить нужную форму. Характеристики стали во многом сходны с качествами сварочного железа, и ее обрабатывают аналогичным образом. Тем не менее, в прошлом сталь очень редко использовалась в декоративных целях. Чугун, напротив, имеет кристаллическую структуру, вследствие чего он довольно хрупок. Его нельзя обрабатывать теми способами, что описаны выше применительно к сварочному железу, зато он легко отливается в форму.
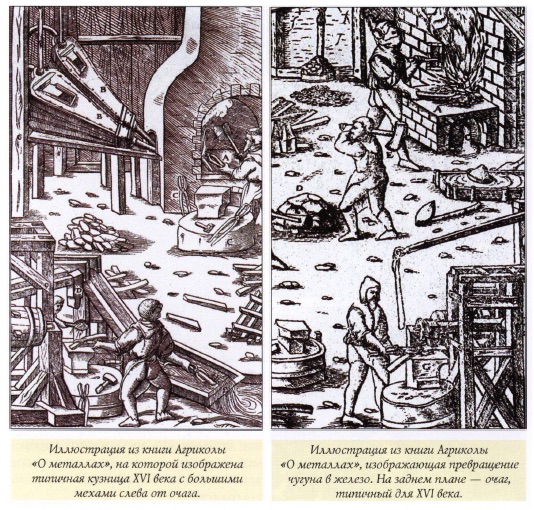
Начиная с Железного века и вплоть до средних веков железо выплавлялось в специально сооруженной «сыродутной» печи — горне. Железную руду пережигали с древесным углем, в ходе чего окись углерода выделялась в виде газа, а руда превращалась в губчатую металлическую массу — «крицу». Крицу подвергали ковке, при которой примесные шлаки выдавливались ударами молота из металлической массы, железо очищалось, а свойства его улучшались.
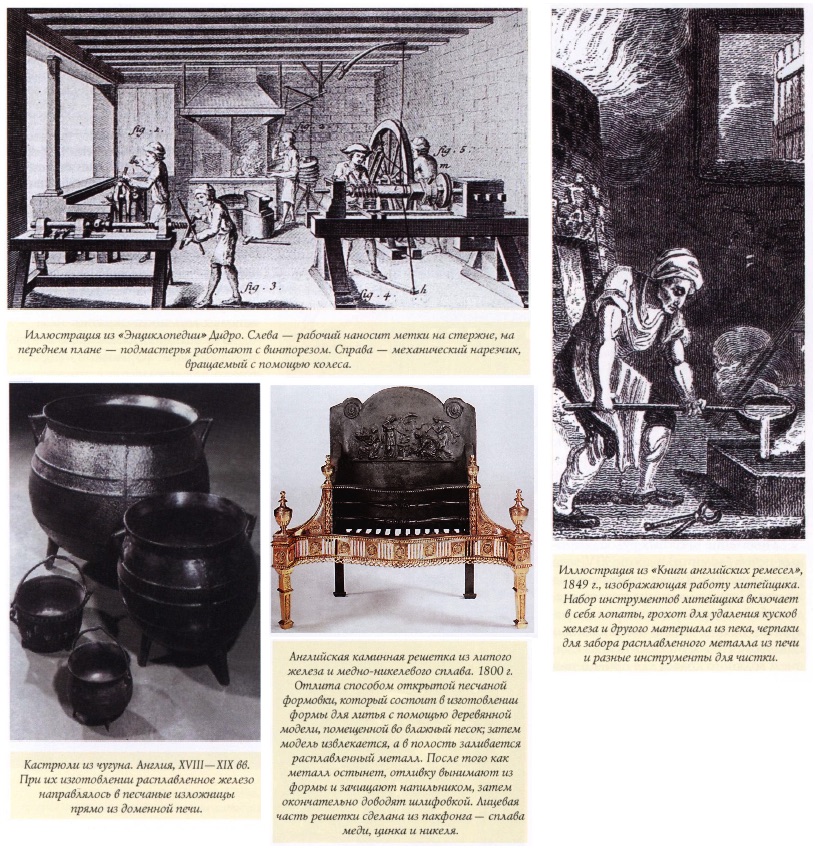
Появление шахтных рудоплавильных печей (домниц) в конце XIV века революционизировало производство железа. Первые домницы представляли собой просто увеличенные сыродутные печи с более интенсивным поддувом, что достигалось использованием водяного колеса для приведения в действие мехов. Усиление дутья и повышение температуры в печи привели к тому, что восстановление металла стало происходить раньше, чем образование шлака, железо сплавлялось с углеродом и превращалось в чугун, который из-за своей более низкой температуры плавления (по сравнению с кричным железом) скапливался в нижней части печи в жидком состоянии. Оттуда его научились заливать в форму из влажного песка, в которую предварительно вдавливали модель из дерева, немного большего, чем требовалось, размера, чтобы компенсировать усадку. После отливки песчаная форма уничтожалась; деревянную же модель можно было использовать неоднократно.
Эта техника, называемая открытой песчаной формовкой, годилась только для предметов с односторонним рельефом. Если необходимо было отлить объемный предмет, применялся другой способ: деревянную модель наполовину погружали в песок, обычно смешанный с каким-либо связующим материалом, в формовочном ящике (опоке) с открытым верхом и низом, на него ставили сверху вторую опоку и тоже заполняли ее песком, который теперь уже полностью закрывал модель. Затем верхнюю опоку снимали с нижней и вынимали модель. В верхней части формы проделывали в песке отверстие для заливки металла, и затем верхнюю опоку с формой вновь ставили на нижнюю. Точное совмещение двух частей формы достигалось установкой колышков в нижней части формы, перед тем как заполнить верхнюю опоку; колышки оставляли углубления в верхней части формы, что позволяло установить обе части формы в правильном положении после изъятия модели. После совмещения форма содержала в себе полость, в точности повторявшую модель, куда можно было вливать металл.
Если требовалось сделать пустотелую отливку, то после удаления модели внутри нижней части формы лепили из влажного песка сердечник такого размера и очертаний, которые соответствовали бы намеченной полости в отливке. В этом случае для расплавленного металла оставалось только малое пространство вокруг сердечника.
На отливке обычно получались неровные участки, прежде всего в местах соединения двух частей формы и у отверстий («ворот»), через которые заливался расплавленный металл. Эти неровности зачищали напильником.
Еще один прорыв в производстве железа произошел в 1709 году благодаря усовершенствованию процесса плавки, которое внес англичанин Абрахам Дарби. Оно дало возможность использовать каменный уголь вместо древесного. В XIX веке литое железо и чугун широко использовались для производства деталей машин, мостов, строительных каркасов и корпусов кораблей, а также всевозможных бытовых изделий.
Журнал «Антиквариат, предметы искусства и коллекционирования», № 75 (апрель 2010), стр.80














