





 Золочение
Золочение
Золото всегда было самым дорогим и самым редким металлом, и соблазн выдавать за золото менее ценные металлы зародился давно. С древних времен тонким слоем золота покрывали серебро — иногда для того, чтобы имитировать золото, иногда — для придания серебру дополнительной защиты от коррозии. Например, столовые приборы, контактирующие с солью и уксусом, часто подвергали двойному золочению, то есть накладывали второй слой позолоты. Часто применялось частичное золочение — для дополнительной защиты внутренних поверхностей солонок, кубков, чаш для причастия и т. п., а также для создания контрастного декора.
Поскольку разница в стоимости простого и позолоченного серебра существовала всегда, ювелиры, писцы, служащие и т. п. при всех видах учета указывали, сделан ли предмет из простого серебра или позолочен, и каков тип золочения — частичное или двойное.
До изобретения гальванического (электролитического) золочения широко применялся метод ртутного, или огневого золочения (на Древней Руси он назывался «жженым златом»). Этим методом золотили также бронзу, он же использовался и для покрытия золотом гравировки на серебре. Поскольку ртутная позолота со временем стиралась при чистке изделий, старые предметы нередко вновь золотили электролитическим способом.
Ртутное золочение — очень опасный процесс, так как ртутные пары исключительно вредны для здоровья. Сейчас этот метод запрещен в большинстве стран.
Для золочения металлов обычно использовался процесс, во многом  сходный с серебрением по старому шеффилдскому способу (см. ниже). Золотая фольга подходящей пробы (обычно 9 карат) припаивалась к основе из неблагородного металла, которая затем раскатывалась до нужной толщины. В качестве основы обычно использовалась бронза или сплав меди с цинком и никелем, известный как нейзильбер или мельхиор.
сходный с серебрением по старому шеффилдскому способу (см. ниже). Золотая фольга подходящей пробы (обычно 9 карат) припаивалась к основе из неблагородного металла, которая затем раскатывалась до нужной толщины. В качестве основы обычно использовалась бронза или сплав меди с цинком и никелем, известный как нейзильбер или мельхиор.
Тончайшая золотая фольга, или сусальное золото, использовалась для декорирования и металлических, и неметаллических поверхностей, например, дерева, с глубокой древности — по меньшей мере, уже в течение 4000 лет. Для этого тонкие листы сусального золота помещали на специально обработанную и подготовленную поверхность и прикатывали, чтобы они плотно  прилипли к ней, вытеснив весь воздух. При необходимости накладывали не один, а несколько слоев золота. Это холодный процесс, и для его качественного исполнения, гарантирующего длительную сохранность покрытия, был необходим квалифицированный специалист.
прилипли к ней, вытеснив весь воздух. При необходимости накладывали не один, а несколько слоев золота. Это холодный процесс, и для его качественного исполнения, гарантирующего длительную сохранность покрытия, был необходим квалифицированный специалист.
Приготовление листов сусального золота — исключительно трудоемкий процесс. Вначале металл чистотой 23 У4 карата (т. е. почти чистое золото) прокатывался для получения полосок 1 У4 дюйма (32 мм) шириной и 1/1000 дюйма (0,025 мм) толщиной. Полоски разрезали на квадраты и перекладывали квадратными листами специальной тонкой кальки размером 4x4 дюйма (100x100 мм). Стопка таких проложенных калькой листов фольги обвязывалась вместе пергаментом и помещалась на деревянный чурбан, и затем расколачивалась в течение получаса тяжелым 9-килограммовым молотом. Перекладывание золотой фольги калькой необходимо, чтобы не допустить слипания листов сусального золота и их прилипания к рабочей поверхности молота. На Руси в старину для прокладки листов сусального золота при расплющивании использовалась  пленка, снятая с внутренностей животных.
пленка, снятая с внутренностей животных.
Постепенно золото становилось тоньше, подступая к краям квадратиков кальки. Тогда полученные листы золотой фольги разрезали на четыре части, перекладывали калькой заново, объединяли в кипу из 800 листиков и расколачивали дальше, пока золото вновь не доходило до края листов-прокладок. После этого тончайшие листки золотой фольги отделяли деревянным пинцетом, вновь разрезали на четыре части, заворачивали в пергамент и расколачивали еще в течение пяти часов. В результате лист сусального золота становился в 250 раз тоньше исходной полоски. После завершения расколачивания сусальное золото нарезали квадратами со стороной ЗУ4 дюйма (83 мм) и соединяли в стопки из шероховатой пористой бумаги, не содержащей серы. Эти листы и использовались позолотчиком в работе.
Французское серебрение (плаке) и накладное серебро
Так же как и при листовом золочении, при серебрении по методу старых французских мастеров лист серебряной
фольги, нагретой до высокой температуры, наносился на холодную поверхность металла основы и полировался в горячем состоянии для более прочного соединения металлов. Часто основа была медной, и мастерские, работавшие с медными листами, посеребренными по шеффилдскому способу (см. далее), использовали французское серебрение для исправления дефектов в своих изделиях, например, изъянов серебрения на углах и выпуклых участках — традиционно 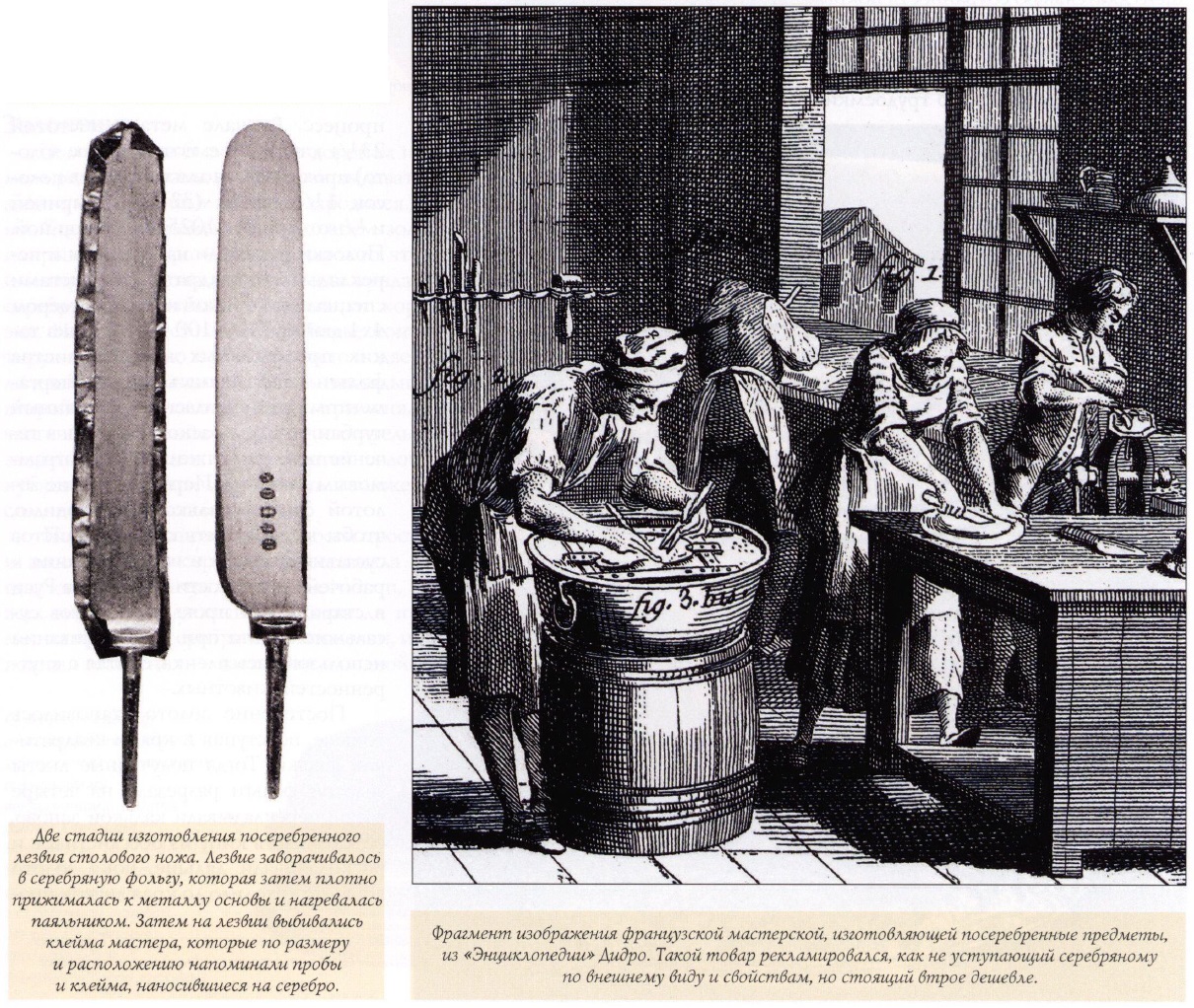
 проблемных участках для этой техники. Добавляя на эти участки серебряную фольгу слой за слоем, можно было добиться любой нужной толщины покрытия.
проблемных участках для этой техники. Добавляя на эти участки серебряную фольгу слой за слоем, можно было добиться любой нужной толщины покрытия.
Французский способ нанесения накладного серебра не обеспечивал большой прочности соединения, но был очень практичен для мелкого ремонта — ведь серебрение на многих изделиях, в первую очередь выполненных по этому же методу, частично сходило со временем. Не годился он и для последующей гравировки изделий — слой фольги отделялся от основы при прорезании его гравировальным инструментом.
Для покрытия серебром стальных деталей различных изделий, таких, как лезвия и рукоятки столовых ножей, лопаток, щипцов и т. п., применялась другая технология. Ее изобрели очень давно мастера, изготовлявшие столовые приборы в английском Шеффилде. Начиная с XV века ее стали использовать оружейники для серебрения деталей холодного оружия, шпор и другого снаряжения. Этим способом можно было серебрить практически любой металл при условии предварительной тщательной очистки и выравнивания его поверхности.
Технологически метод заключался в том, что очищенный предмет опускали сначала в нашатырь, а затем в расплавленное олово. Серебряная фольга высокой степени чистоты, как минимум стерлингового стандарта (эта норма была установлена еще в 1327 году и затем закреплена в 1625 году цеховыми постановлениями шеффилдской гильдии мастеров, производивших столовые приборы), накладывалась на предмет и плотно обжималась, чтобы воздух между фольгой и слоем олова полностью вышел Затем фольга обрабатывалась разогретым паяльником, олово плавилось, и серебро соединялось с металлом основы.
Главным недостатком такого покрытия является то, что при сильном нагреве серебро может отслаиваться. Кроме того, сквозь покрытие могла проникнуть влага и вызвать коррозию основного металла, после чего серебряный слой вспучивался. В этом случае починить изделие было уже невозможно.
Шеффилдское серебрение
 Шеффилдский метод серебрения был изобретен мастером Томасом Боулсовером около 1742 года. Он заключался в наплавлении серебряного листа на слиток меди в печи и в раскатывании полученного, покрытого серебром, слитка в листы, которые служили заготовками для производства самых разных изделий. Такой способ имел весомые преимущества перед всеми предыдущими методами серебрения, и вскоре метод Боулсовера освоили и другие ножовщики Шеффилда. Короткое время спустя в этом городе сложилась целая отрасль промышленности, выпускавшая, главным образом, столовые приборы и подсвечники, которые охотно покупали представители как среднего, так и высшего класса.
Шеффилдский метод серебрения был изобретен мастером Томасом Боулсовером около 1742 года. Он заключался в наплавлении серебряного листа на слиток меди в печи и в раскатывании полученного, покрытого серебром, слитка в листы, которые служили заготовками для производства самых разных изделий. Такой способ имел весомые преимущества перед всеми предыдущими методами серебрения, и вскоре метод Боулсовера освоили и другие ножовщики Шеффилда. Короткое время спустя в этом городе сложилась целая отрасль промышленности, выпускавшая, главным образом, столовые приборы и подсвечники, которые охотно покупали представители как среднего, так и высшего класса.
Способ приплавления серебряного листа к основе вскоре стали использовать и в других городах, прежде всего в Бирмингеме, где в 1760 году возникло крупное специализированное предприятие. Известны мастерские в Швеции, Франции и России, также практиковавшие этот способ серебрения.
После того, как в Британии в 1840 году был запатентован гальванический метод серебрения, шеффилдский способ практически повсеместно вышел из употребления, и к концу XIX века применялся лишь в немногих мастерских для производства пуговиц, пивных кружек и других изделий, где требовалась особая прочность покрытия при интенсивном употреблении.
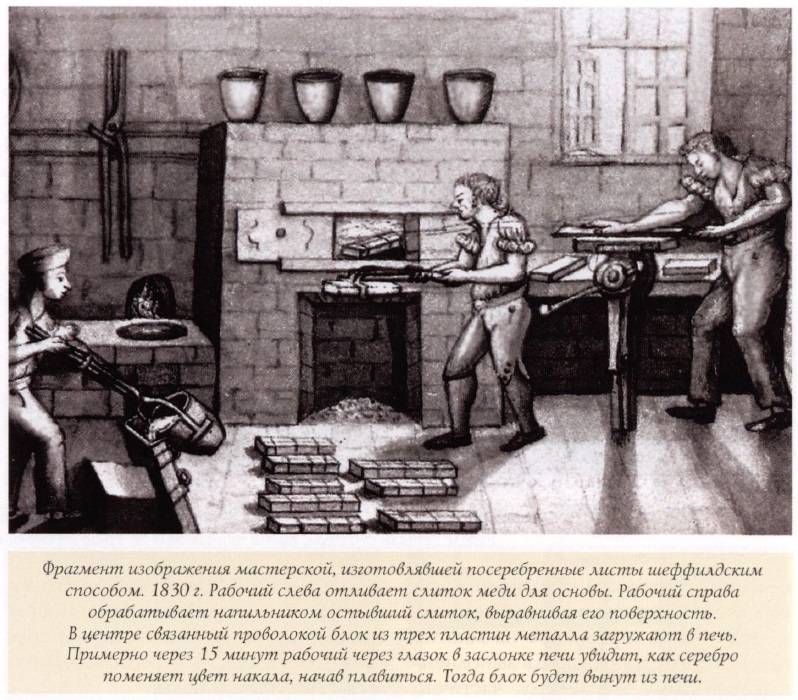 При шеффилдском способе серебрения на медный слиток после тщательной очистки накладывался лист чистого серебра. Стандартный слиток имел 9 дюймов (23 см) в длину, 21/2 дюйма (6,5 см) в ширину и 1 У? дюйма (4 см) в толщину. Количество взятого серебра могло быть разным в зависимости от намерений мастера, но чаще всего, если мерить по толщине металла, на 11/2 дюйма (около 40 мм) слитка уходило 1/8 дюйма (около Змм) серебра. Затем на серебряный лист помещали сверху тяжелую железную чушку и отбивали через нее сложенные вместе заготовки молотом, чтобы вытеснить весь воздух между серебром и медью и обеспечить тесный контакт между двумя металлами.
При шеффилдском способе серебрения на медный слиток после тщательной очистки накладывался лист чистого серебра. Стандартный слиток имел 9 дюймов (23 см) в длину, 21/2 дюйма (6,5 см) в ширину и 1 У? дюйма (4 см) в толщину. Количество взятого серебра могло быть разным в зависимости от намерений мастера, но чаще всего, если мерить по толщине металла, на 11/2 дюйма (около 40 мм) слитка уходило 1/8 дюйма (около Змм) серебра. Затем на серебряный лист помещали сверху тяжелую железную чушку и отбивали через нее сложенные вместе заготовки молотом, чтобы вытеснить весь воздух между серебром и медью и обеспечить тесный контакт между двумя металлами.
После отбивки поверх серебряного листа накладывался медный, примерно такой же толщины (1/8 дюйма, или 3 мм), чтобы защитить его в печи. Поверхность медного листа, соприкасавшаяся с серебряным, предварительно покрывалась раствором извести, чтобы не допустить сплавления листов, затем все три металлических пластины крепко связывались железной проволокой. Серебряную пластину с торцов покрывали слоем измельченной буры, которая действовала как флюс, плавясь при низкой температуре и препятствуя проникновению воздуха к месту соединения металлов, иначе он мог бы окислить металлы и не дать им соединиться.
Металлический блок из трех пластин помещали в печь и ставили прямо на топливо, обычно кокс. При нагревании до определенной температуры серебро и медь сплавлялись, образуя единый слиток. Это происходило из-за того, что в месте соприкосновения металлов легко образовывался сплав. Точка плавления этого сплава была ниже, чем точка плавления чистого серебра или меди, и это позволяло провести сплавление двух пластин, не доводя температуру до точки, когда пластины расплавились бы полностью.
Затем слиток вынимали из печи, срезали связывающую проволоку, снимали защитный верхний лист меди и очищали слиток. Приблизительно в 1760 году шеффилдские мастера разработали и технологию нанесения серебряного покрытия на обе стороны медной пластины.
Покрытый серебром слиток раскатывали в лист мощными механическими вальцами. Поскольку медь и серебро одинаково ведут себя при механической обработке, они раскатывались как слиток однородного металла.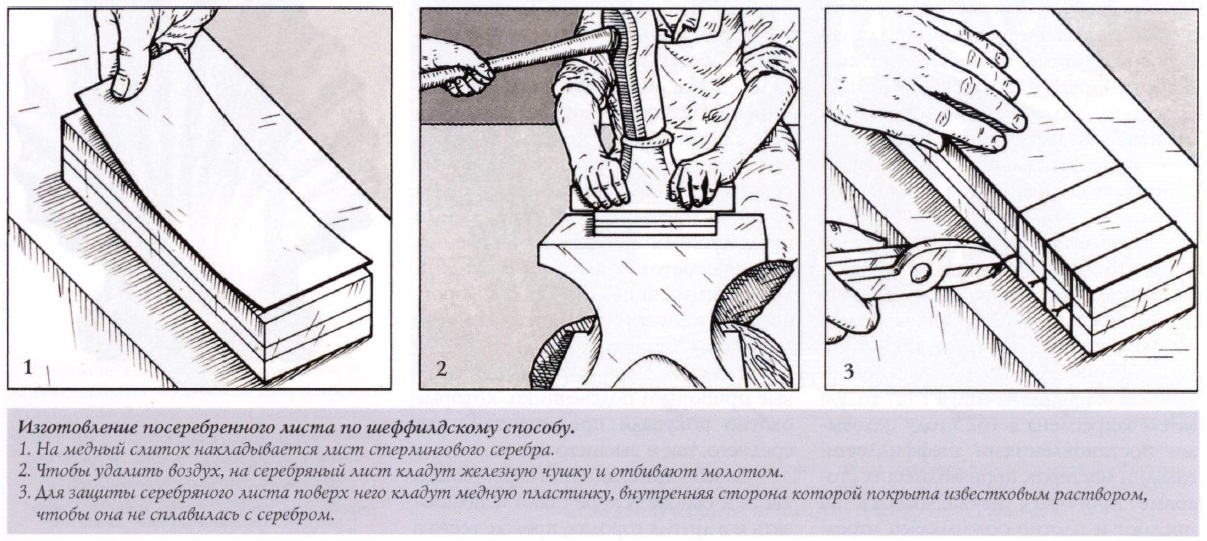
 Многие изделия изготовлялись из посеребренного шеффилдского листа техникой выколотки и чеканки. Еще одной техникой обработки, допускавшей в определенной степени производство массовой продукции, была штамповка. Хотя производство штампов было дорогим, ими можно было изготовить множество заготовок и деталей, которые использовались в разных сочетаниях для получения разнообразных изделий. В 1820 году шеффилдские посеребренные листы стали обрабатывать техникой обкатки, что позволило расширить ассортимент получаемой продукции и удешевить
Многие изделия изготовлялись из посеребренного шеффилдского листа техникой выколотки и чеканки. Еще одной техникой обработки, допускавшей в определенной степени производство массовой продукции, была штамповка. Хотя производство штампов было дорогим, ими можно было изготовить множество заготовок и деталей, которые использовались в разных сочетаниях для получения разнообразных изделий. В 1820 году шеффилдские посеребренные листы стали обрабатывать техникой обкатки, что позволило расширить ассортимент получаемой продукции и удешевить  некоторые виды изделий. Части изделий из шеффилдского листа соединялись пайкой, обычно мягким свинцо- во-оловянным припоем, но иногда использовался и твердый припой из латуни и серебра. Высокие сосуды делали гнутьем металлического листа вокруг формы и запаиванием шва. Эти швы часто старались скрыть шлифовкой, но если их можно обнаружить на изделии, они могут помочь определить, что предмет сделан из шеффилдского листа. При гальваническом серебрении швов на изделиях не видно.
некоторые виды изделий. Части изделий из шеффилдского листа соединялись пайкой, обычно мягким свинцо- во-оловянным припоем, но иногда использовался и твердый припой из латуни и серебра. Высокие сосуды делали гнутьем металлического листа вокруг формы и запаиванием шва. Эти швы часто старались скрыть шлифовкой, но если их можно обнаружить на изделии, они могут помочь определить, что предмет сделан из шеффилдского листа. При гальваническом серебрении швов на изделиях не видно.

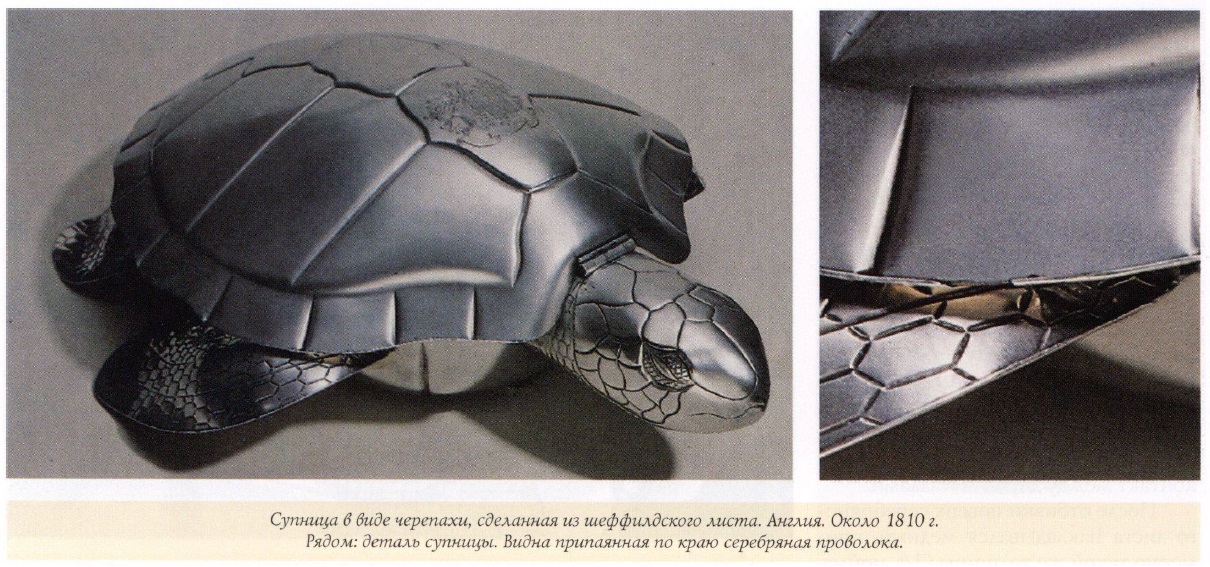
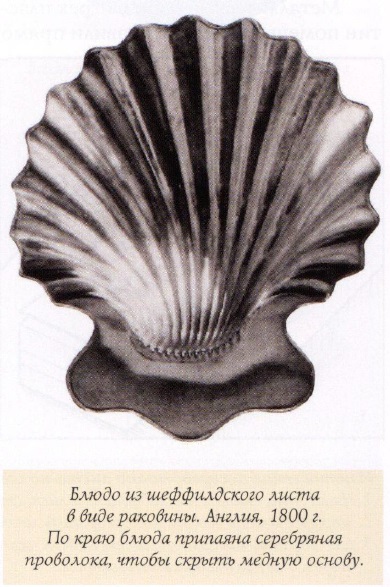
 Одна из главных проблем использования шеффилдского листа заключалась в том, что на его торцах была видна медная основа. С этим пытались бороться разными способами. Одним из самых ранних было загибание краев изделия внутрь. В дальнейшем стали припаивать к краям листа серебряную полосу или проволоку. В 1768 году был изобретен, а в 1780-м усовершенствован способ покрытия серебром медной проволоки, которой украшали края листа в изделии. Приблизительно в 1790 году стали штамповать из тонкого листового серебра детали декоративной отделки, которые припаивали мягким припоем на изделие. При этом стали, в частности, применять декоративные накладки, которые припаивались вдоль края изделия, и выступающую часть насадок можно было загнуть, чтобы скрыть медь в торце листа.
Одна из главных проблем использования шеффилдского листа заключалась в том, что на его торцах была видна медная основа. С этим пытались бороться разными способами. Одним из самых ранних было загибание краев изделия внутрь. В дальнейшем стали припаивать к краям листа серебряную полосу или проволоку. В 1768 году был изобретен, а в 1780-м усовершенствован способ покрытия серебром медной проволоки, которой украшали края листа в изделии. Приблизительно в 1790 году стали штамповать из тонкого листового серебра детали декоративной отделки, которые припаивали мягким припоем на изделие. При этом стали, в частности, применять декоративные накладки, которые припаивались вдоль края изделия, и выступающую часть насадок можно было загнуть, чтобы скрыть медь в торце листа.
В 1770—1780 годах вошли в моду ажурные изделия, изготовлявшиеся с помощью выпиловки лобзиком. Однако этот способ, популярный у серебряных дел мастеров, не годился для шеффилдского листа, так как в отверстиях, сделанных лобзиком, была видна медь в середине листа. Поэтому в Шеффилде для производства ажурных изделий стали использовать пресс, с помощью которого стальным пробойником делалось отверстие в намеченной точке. В силу пластичности металла серебряный слой при этом деформировался, растягивался и скрывал медь.
Шеффилдские листы декорировались также и гравировкой. Это было непросто, так как при гравировке могла обнажиться медь. Поэтому на изделие в местах, предназначенных для гравировки, нередко напаивались тонкие пластины серебра или шеффилдские листы с более толстым слоем накладного серебра. Начиная примерно с 1780 года шеффилдские мастера стали вырезать в своих изделиях отверстия в тех местах, где предполагалось делать гравировку, и впаивать в эти отверстия листы с более толстым серебрением. Шов от пайки обычно скрывался гравировкой, но его можно видеть с внутренней стороны.
В 1810 году вместо впаянных пластин стали применять специальные накладные щитки для гравировки, которые изготовлялись из тонких пластин чистого серебра. Они помещались на поверхность изделия, разогревались и припаивались к серебряному покрытию, после чего зашлифовывались заподлицо с поверхностью. Поскольку щиток был сделан из чистого серебра, а шеффилдский лист покрыт стерлинговым серебром другой степени чистоты, со временем они тускнели по-разному, и наличие щитка становилось заметным. Наличие таких щитков — один из характерных признаков изделий с шеффилдским серебрением.
Предметы из шеффилдского листа требовали отделки. Если применялся лист с односторонним серебрением, другая сторона его покрывалась оловом, которое расплавляли, а затем обливали им изделие для равномерного распределения. Это скрывало медь и не допускало ее контакта с пищей.
Последними стадиями отделки были чистка, шлифовка стальными или агатовыми гладилками и полировка.
Гальваническое серебрение
 Гальваническое серебрение стало применяться в Бирмингеме, где в 1840 году братья Джордж и Генри Элкингтоны запатентовали процесс электролитического осаждения металла. Считается, что они узнали об этом явлении от некоего Джона Райта, который открыл его, когда в 1833 году повторял эксперименты Майкла Фарадея и проверял выведенные им законы электролиза.
Гальваническое серебрение стало применяться в Бирмингеме, где в 1840 году братья Джордж и Генри Элкингтоны запатентовали процесс электролитического осаждения металла. Считается, что они узнали об этом явлении от некоего Джона Райта, который открыл его, когда в 1833 году повторял эксперименты Майкла Фарадея и проверял выведенные им законы электролиза.
Нужно отметить, что уже в 1800 году электрическая батарея Алессандро Вольта (так называемый вольтов столб) позволяла получать металлическое покрытие, и 14 лет спустя ювелиры компании «Ранделл, Бридж и Ранделл» объявили, что им удалось изготовить «гальванический кубок» методом электролитического золочения. Но только патенты братьев Элкингтон, поданные в 1836—1837 годах, стали первой попыткой зарегистрировать открытие, и в 1843 году братья уже выдавали лицензии на производство по этому процессу.
Серебро было первым металлом, использовавшимся для промышленного электролитического осаждения, и суть процесса мало изменилась за прошедшие полтора века. Подготавливалась ванна с раствором сереброцианистоводородного калия (можно использовать и цианид натрия) и небольшого количества цианида калия. Для работы использовали анод из практически чистого 100-процентного серебра (если чистота металла была менее 99,97%, он уже не годился для процесса), и изделие, тщательно подготовленное и очищенное, опускалось в ванну, подвешенное 
 на медных проводах. Через раствор пропускался слабый ток. Ванна имела комнатную температуру, вольтметром контролировалось напряжение тока, которое должно было находиться в пределах 1—1,5 вольта, благодаря чему анод оставался чистым.
на медных проводах. Через раствор пропускался слабый ток. Ванна имела комнатную температуру, вольтметром контролировалось напряжение тока, которое должно было находиться в пределах 1—1,5 вольта, благодаря чему анод оставался чистым.
Для успеха процесса изделие должно было быть абсолютно чистым, без малейшего налета грязи, жира или окислов. После чистки к нему нельзя было прикасаться. Выдержав изделие в ванне 15 секунд, его проверяли — хорошо ли закрепляется покрытие. Затем процесс продолжался, и по достижении удовлетворительного результата предмет промывали и чистили.
Серебрить таким способом можно практически любой металл, включая железо, латунь и медь. Сейчас чаще всего для серебрения используется нейзильбер, или мельхиор.
Во время осаждения работник слегка покачивал изделие, чтобы осаждение было равномерным. Используя анод из чистого серебра, 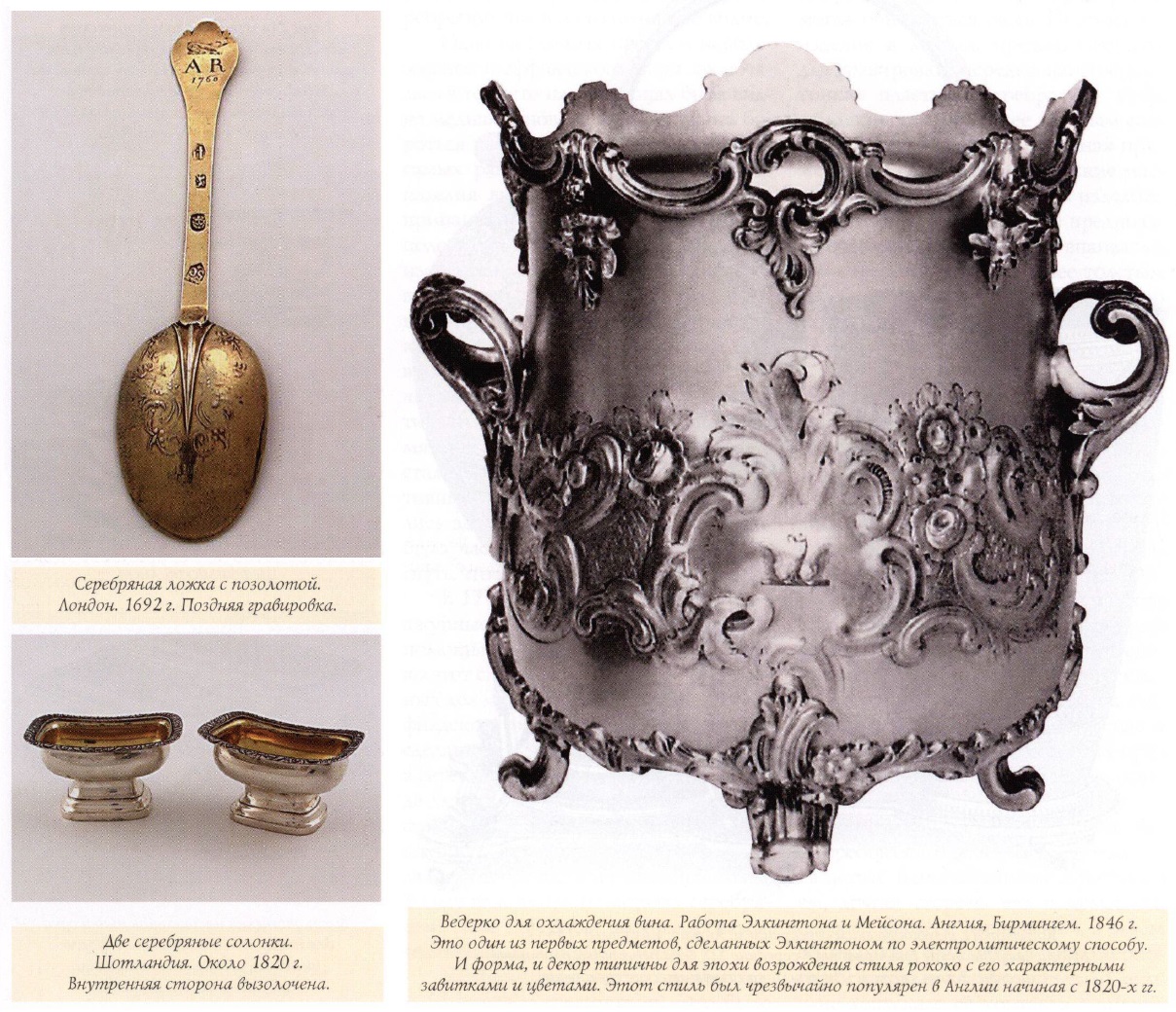
 можно было получить покрытие любой толщины. Сторона изделия, которая была ближе к аноду, покрывалась более толстым слоем, а внутренние стенки сосудов получали очень тонкое покрытие, если только не принимались специальные меры. Разница в толщине покрытия на одном и том же изделии могла достигать 6 раз. Особо толстое покрытие наносилось на нижние стороны ложек и чаш, которые подвергались самому интенсивному износу. Для получения хорошего покрытия, толщиной примерно в папиросную бумагу, изделие надо было выдерживать в ванне приблизительно два часа.
можно было получить покрытие любой толщины. Сторона изделия, которая была ближе к аноду, покрывалась более толстым слоем, а внутренние стенки сосудов получали очень тонкое покрытие, если только не принимались специальные меры. Разница в толщине покрытия на одном и том же изделии могла достигать 6 раз. Особо толстое покрытие наносилось на нижние стороны ложек и чаш, которые подвергались самому интенсивному износу. Для получения хорошего покрытия, толщиной примерно в папиросную бумагу, изделие надо было выдерживать в ванне приблизительно два часа.
По мере покрытия серебром изделие становилось белым, как фарфор, но если использовался особый электролит, содержащий бисульфат углерода, то получалась блестящая поверхность, что облегчало завершающую полировку. Изделие промывали, сушили и полировали — сначала ватными тампонами со шлифовальной пастой, потом крокусом (полировальным порошком красного цвета) на тампонах из фетра и, наконец, тем же крокусом вручную.
В наше время золочение, как правило, тоже наносится электролитическим способом. Процесс очень схож с вышеописанным, и отличается лишь температурой ванны (60—65 градусов) и напряжением тока ('/т— 2 вольта). Поскольку соли золотокислого калия и золотой анод (если используют его) стоят дорого, обычно осаждают довольно тонкие слои золота.
Высококачественное золочение делается последовательным нанесением многих слоев, причем в промежутках изделие обрабатывается жесткой щеткой. Матовую поверхность можно получить пескоструйной обработкой изделия перед золочением. Для частичного золочения, к примеру, внутренних стенок сосудов, солонок и т. п., а также для декоративного частичного золочения участки, которые не планируется золотить, покрывают слоем какого-либо изолирующего вещества, например, шеллаком.
Иногда для покрытия серебра и ювелирных изделий, а также неблагородных металлов и сплавов используется прочный, белый, блестящий металл платиновой группы — родий. Но такое покрытие стоит дорого, к тому же на серебре оно выглядит грубовато. С другой стороны, оно практически не подвержено коррозии.
Журнал «Антиквариат, предметы искусства и коллекционирования», № 72 (декабрь 2009), стр.54


















